As a core material in the industrial processing field, cemented carbide’s ISO (International Organization for Standardization) classification standards provide a unified selection basis for practitioners worldwide. Centered on three core dimensions—"workpiece material compatibility", "performance grade", and "structural form"—the standards systematically categorize cemented carbide, avoiding selection errors caused by material confusion. Whether processing steel, cast iron, non-ferrous metals, or adapting to scenarios like high-speed cutting and heavy-load machining, suitable products can be quickly identified through ISO classification. This article uses plain language and intuitive tables to break down the core classification logic of cemented carbide ISO standards, helping industry practitioners easily understand and apply them in actual production.
1. Core Basis for ISO Classification: 3 Key Dimensions
ISO’s classification of cemented carbide is not arbitrary but follows the logic of "usage scenario → performance requirement → structural design", focusing on the following three dimensions to ensure practicality and versatility:
- Workpiece Material Type: The most fundamental basis, classified by the material of the workpiece being processed (e.g., steel, cast iron, non-ferrous metals), ensuring the composition of cemented carbide (e.g., tungsten carbide, cobalt content) matches the workpiece material;
- Performance Grade: Classified by the balance between hardness, toughness, and wear resistance, adapting to different processing intensities (e.g., high-speed light load, low-speed heavy load);
- Structural Form: Classified by whether it is coated or has a composite structure, meeting special processing needs (e.g., anti-adhesion, high-temperature resistance).
These three dimensions are interrelated. For example, "processing stainless steel (material type)" requires selecting cemented carbide with "high toughness grade" and "possibly TiAlN coating" to ensure no chipping or adhesion during cutting.
2. Core Classification 1: By Workpiece Material Type (Most Commonly Used)
This is the most core classification method in ISO standards, identified by specific letter codes directly corresponding to workpiece materials for quick selection.
| ISO Code | Workpiece Material Type | Typical Cemented Carbide Composition | Application Examples | Core Characteristics |
|---|---|---|---|---|
| P Class | Ferritic materials (steel, alloy steel) | WC-Co-TiC (e.g., YT15, YT5) | Lathe machining of 45# steel, milling of alloy steel gears | Contains titanium, anti-adhesive, high wear resistance, suitable for high-speed cutting |
| M Class | Mixed materials (stainless steel, cast steel) | WC-Co-TiC-TaC (e.g., YW1, YW2) | Processing of 304 stainless steel sheets, boring of cast steel parts | Balances hardness and toughness, impact-resistant, anti-built-up edge |
| K Class | Brittle materials (cast iron, gray cast iron) | WC-Co (e.g., YG8, YG15) | Processing of gray cast iron engine blocks, ductile iron gears | No titanium, high toughness, chip-resistant, suitable for low-speed heavy load |
| N Class | Non-ferrous metals (aluminum, copper, magnesium alloys) | WC-Co (low cobalt content, e.g., YG3X) | Processing of aluminum alloy mobile phone frames, copper foil slitting | High hardness, low friction, avoids surface scratches caused by adhesion |
| S Class | Difficult-to-machine materials (heat-resistant alloys, titanium alloys) | WC-Co-TaC (high tantalum content, e.g., YG10X) | Processing of titanium alloy aerospace parts, high-temperature alloy blades | High-temperature resistant, wear-resistant, high cobalt content (strong toughness) |
| H Class | Hard materials (cemented carbide, ceramics) | WC-Co (ultra-fine grain, e.g., YG6X) | Processing of cemented carbide molds, trimming of ceramic parts | Ultra-high hardness (HRA≥93), extremely high wear resistance |
Simple Explanation:
- Memory tip for letter codes: P (Steel), K (Cast Iron), N (Non-ferrous metals);
- In practical applications, if the material type is uncertain, refer to: "Choose P/K/M classes for ferrous metals (steel, iron), N class for non-ferrous metals, and S class for difficult-to-machine materials".
3. Core Classification 2: By Performance Grade (Supplementary Selection)
Under the same material type, grades are classified by the "hardness-toughness" balance, identified by numbers (larger numbers indicate more prominent corresponding performance), adapting to different processing intensities.
3.1 Balance Logic Between Hardness and Toughness
- Higher hardness → stronger wear resistance but poorer toughness (prone to chipping);
- Higher toughness → stronger impact resistance but weaker wear resistance (prone to dulling);
ISO grades achieve balance by adjusting cobalt content (higher cobalt content = stronger toughness) and grain size (finer grains = higher hardness).
3.2 Typical Grade Classification (Taking P Class as Example)
| Performance Grade | Hardness Range (HRA) | Toughness Performance | Processing Intensity Scenario | Typical Grade |
|---|---|---|---|---|
| P01 | 92-93 | Low toughness, high wear resistance | High-speed light load (finish machining) | YT30 |
| P10 | 91-92 | Medium toughness, medium wear resistance | Medium-high speed machining (semi-finish machining) | YT15 |
| P20 | 90-91 | High toughness, low wear resistance | Low-speed heavy load (rough machining) | YT5 |
Extended Application: The grade logic for K class (cast iron processing) is similar, e.g., K01 (high hardness, finish machining), K20 (high toughness, rough machining). Larger numbers indicate stronger toughness, making them more suitable for heavy-load and impact machining.
4. Core Classification 3: By Structural Form (Special Needs)
In addition to composition and performance, ISO standards supplement classification by structural form to meet special processing scenarios, with two common types:
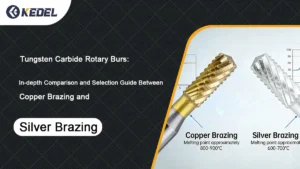
4.1 Coated Cemented Carbide (marked with "C" after ISO code, e.g., P10C)
- Structural Feature: A wear-resistant coating (e.g., TiN, TiAlN, AlTiN) is sprayed on the cemented carbide substrate, with a coating thickness typically 2-10μm;
- Core Advantage: Higher coating hardness (Hv≥2000), anti-adhesive, high-temperature resistant, extending tool life by 3-5 times;
- Application Scenario: High-speed cutting, processing of sticky materials (e.g., stainless steel, aluminum alloy). For example, P10C (coated P class alloy) is suitable for high-speed finish machining of 45# steel.
4.2 Composite Cemented Carbide (marked with "M" after ISO code, e.g., K20M)
- Structural Feature: Adopts a composite structure of "cemented carbide cutting head + steel tool body" or "spliced cemented carbide with different compositions";
- Core Advantage: Balances the wear resistance of cemented carbide and the toughness of steel tool body, reducing costs (no need for full cemented carbide);
- Application Scenario: Large-diameter tools (e.g., end mills, drills), heavy-load machining tools (e.g., coal miner picks).
4.3 Uncoated Cemented Carbide (no additional marking)
- Structural Feature: Pure cemented carbide substrate without surface coating;
- Core Advantage: High cutting edge sharpness, suitable for finish machining and ultra-precision machining (e.g., precision boring);
- Application Scenario: Processing parts requiring extremely high surface finish (e.g., optical instrument parts).
5. Practical Selection Process: Quickly Locate Products with ISO Classification
After mastering ISO classification, you can quickly select products in 3 steps to avoid errors:
- Determine workpiece material type: For example, processing 304 stainless steel → corresponding to M class;
- Judge processing intensity: Finish machining (high-speed light load) → select high hardness grade (e.g., M10), rough machining (low-speed heavy load) → select high toughness grade (e.g., M20);
- Consider special needs: High-speed cutting, severe adhesion → select coated type (e.g., M10C), precision machining → select uncoated type (e.g., M10).
Example: Processing aluminum alloy mobile phone frames (N class) + high-speed finish machining → select N01 (high hardness grade) + uncoated (to ensure surface finish), corresponding to grade YG3X.
6. Common Misunderstandings: Don’t Confuse These Classification Details
- P class and K class cannot be mixed: P class contains titanium, which is prone to chipping when processing cast iron; K class has no titanium, which is prone to adhesion when processing steel;
- Larger grade numbers are not "better": Larger numbers mean stronger toughness, suitable for rough machining; smaller numbers mean higher hardness, suitable for finish machining;
- Coatings are not "universal": When processing hard materials (e.g., ceramics), coatings are prone to peeling. Uncoated ultra-fine grain alloys (e.g., H01) are required.
Conclusion: ISO Classification Is the "Universal Language" for Cemented Carbide Selection
The core value of cemented carbide ISO standards is to "unify cognition and simplify selection". Through the combination of "material type (letter code) + performance grade (number) + structural form (additional marking)", practitioners worldwide can quickly match products without complex communication. For example, "P10C" means "processing steel materials + medium-high speed semi-finish machining + coated cemented carbide", accurately corresponding to specific scenarios.
As a tungsten carbide industry practitioner, when recommending products, you can first ask customers: "What material are you processing? Is it rough machining or finish machining? Do you have problems like adhesion or high temperature?" Then quickly locate suitable models through ISO classification. If you need to recommend specific ISO codes and grades for special processing scenarios (e.g., titanium alloy processing, precision boring), please feel free to contact us for customized solutions to help optimize processing efficiency and tool life.