
Tungsten Carbide stone cutting tips and inserts
Tungsten carbide stone cutting tools with fine-grained WC-Co composition are ideal for marble and granite processing, offering high wear resistance and durability.

Can’t find the blade you’re looking for?
What are Tungsten Carbide Tips and Inserts?
Tungsten carbide welded stone-cutting blades use tungsten carbide cemented carbide as the cutting part, which is fixed on the substrate through a welding process. Leveraging the high hardness and wear resistance of tungsten carbide, they are suitable for scenarios like stone extraction and processing. The welding ensures structural strength, helping to handle the impact and load during cutting. They can be cleaned and re – sharpened to extend service life, and are common tools in the stone – cutting process.

Types of Tungsten Carbide Tips and Inserts
The type of stone-cutting tool determines key characteristics such as the stone cutting mode, efficiency, precision, and the range of applicable stones.
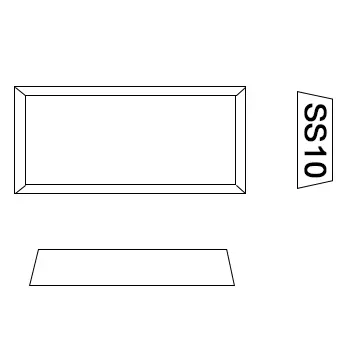
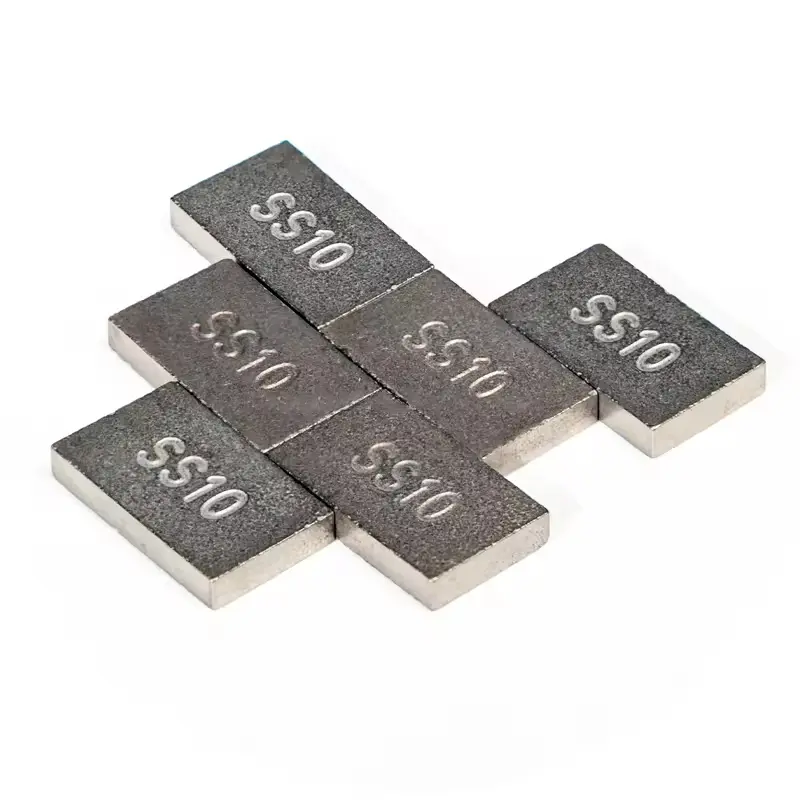
Welded stone cutting tips with clearance angle

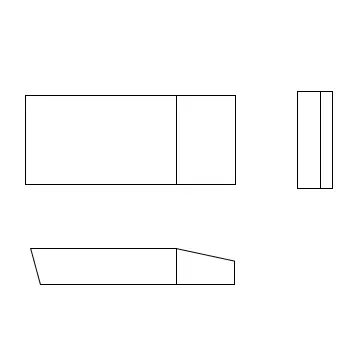
Welded block shaped stone cutting tips
Welded serrated stone cutting tips
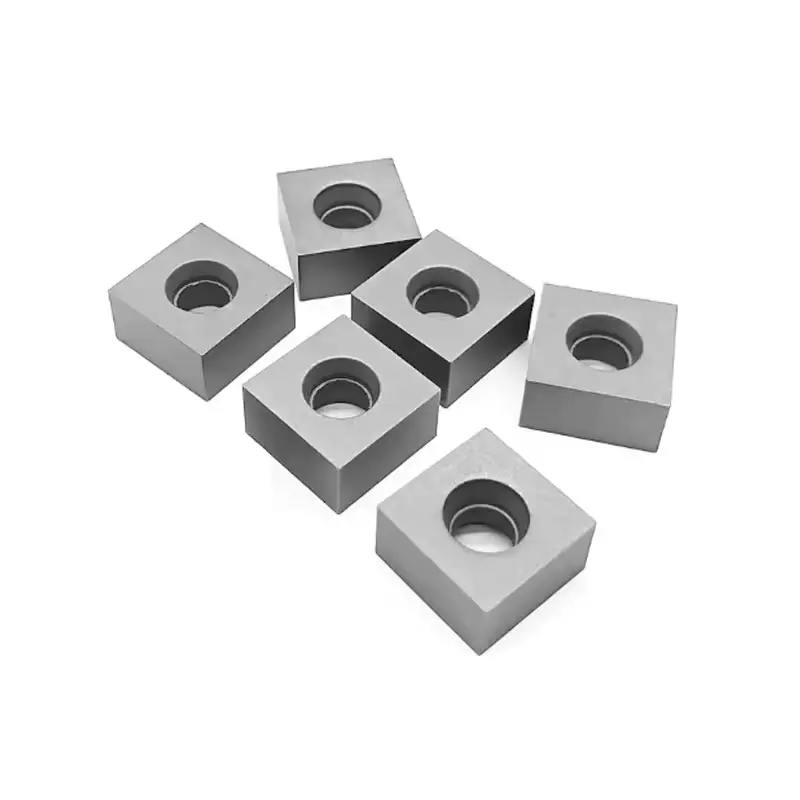
Fixed stone cutting inserts for chain saw
Application Scenarios of Tips and Inserts
Application Scenarios of Stone Cutting Tips and Inserts in Quarrying and Processing Industries

Stone Cutting Industry
Construction and Decoration Industry

Wood Processing Industry
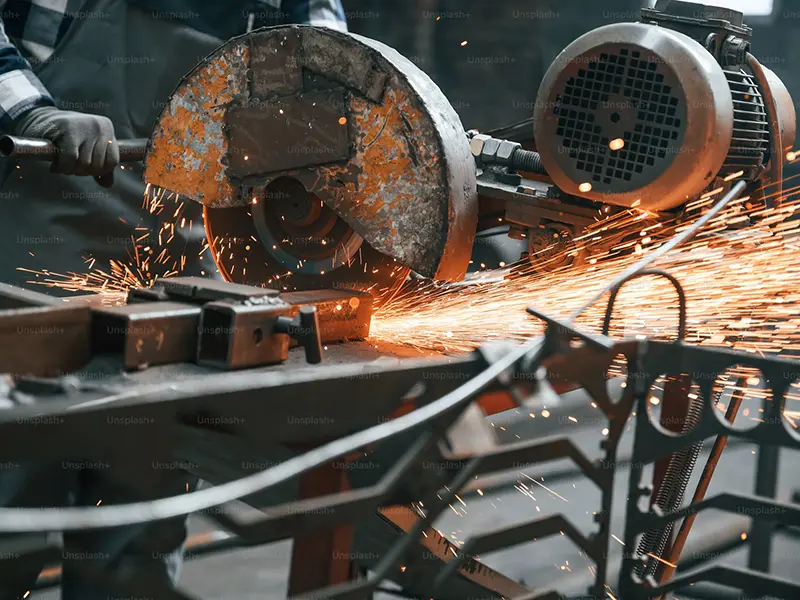
Metal Processing Industry
What Products Are Commonly Used For?

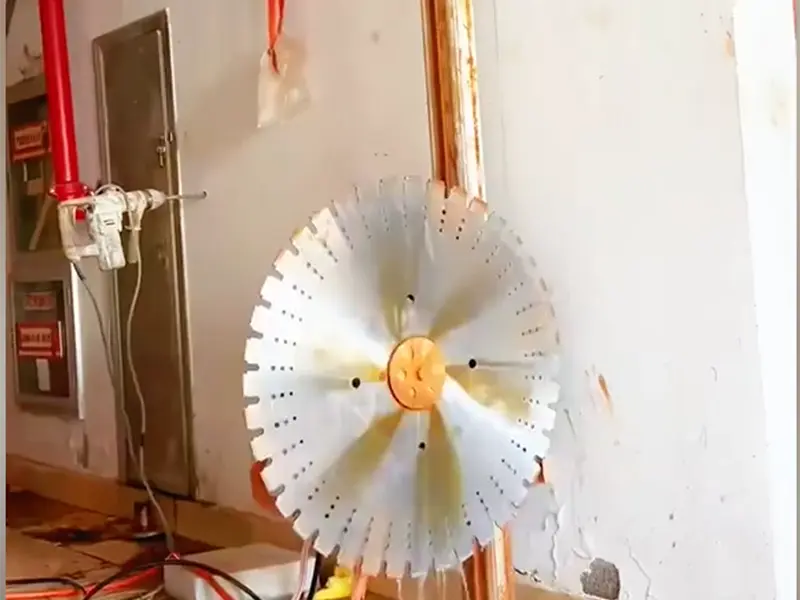
Circular Saw
What You Need to Know About Common Parameters ?
Understanding the parameters of tungsten carbide stone tips and inserts is aimed at accurately matching working condition requirements, ensuring processing quality and efficiency, optimizing costs, and maintaining stable equipment operation, so as to fully unleash their performance in various application scenarios.
I. Specification & Dimension Parameters (Core Physical Indicators)
| Parameter Category | Details |
|---|---|
| Overall Dimensions | Length×Width×Thickness: e.g., welded block-shaped tip “16X12X3.2mm” (range: several mm to 15mm) |
| Special Structural Sizes | – Serrated tips: Tooth pitch×Tooth height (e.g., tooth height 4.5-7.0mm in “13.1X13.1X4.5-7.0mm”) – Tips with clearance angle: Angle (5°-15°, affects cutting resistance & life) |
| Interface Dimensions | Fixed chain saw tips: Mounting hole diameter×tolerance (common: M6-M10 threads/dovetail slots) |
II. Material & Performance Parameters (Core Functional Indicators)
| Parameter Category | Details |
|---|---|
| Grade & Composition | – Tungsten carbide alloys: • European: K20 (10% Co, medium load), K30, K40 • Chinese: YC20, YC15 (15% Co, impact resistance) – Key components: • WC: 90%-99% (hardness HRA 85-92) • Co: 1%-10% (higher content = better toughness) |
| Physical Properties | – Hardness: HRA (e.g., K30: 88-90, YC15: 90-92) – Bending strength: K20 (1800-2200MPa), YC20 (>2400MPa) – Wear resistance: Measured by wear rate (mm³/h) or cutting length (m), correlated with stone hardness |
III. Structure & Process Parameters (Processing Adaptation)
| Parameter Category | Details |
|---|---|
| Process Types | – Welding methods: • Brazing (Cu/Ag filler, <900℃) • Fusion welding (>1000℃) |
| Cutting Edge Treatment | – Grinding precision: Surface roughness Ra≤0.8μm – Edge radius: R0.05-0.2mm (smaller = sharper, lower impact resistance) |
| Functional Structure | – Serrated tips: Rake angle 10°-20°, clearance angle 5°-10° – Tips with clearance angle: Angle (e.g., S10: 10° to reduce friction) |
IV. Application Scenario Parameters (Usage Adaptation)
| Parameter Category | Details |
|---|---|
| Applicable Stone Types | – Medium-hardness: Marble, ceramic tiles (suitable for K20/K30) – High-hardness: Granite, quartzite (suitable for K40/YC20/YC15) |
| Equipment Matching | Cutting equipment: Chain saws, circular saws, handheld cutters (chain saw tips require slot compatibility) |
| Working Conditions | – Recommended speed: Circular saws 5000-8000rpm – Feed rate: 0.1-0.5mm/rev (adjust by stone hardness) |

