
Tungsten Carbide brazed tips
Tungsten Carbide Brazing Tip is a component that connects tungsten carbide with other metals or alloys through the brazing process.


Can’t find the Brazed Tips you’re looking for?
Please provide your equipment information, tungsten carbide brazing tip standards, operating environment conditions, and other customized information. We will communicate with you about the engineer’s customized solution within 72 hours.
What is a tungsten carbide brazed tips?

Types of Tungsten Carbide brazed tips

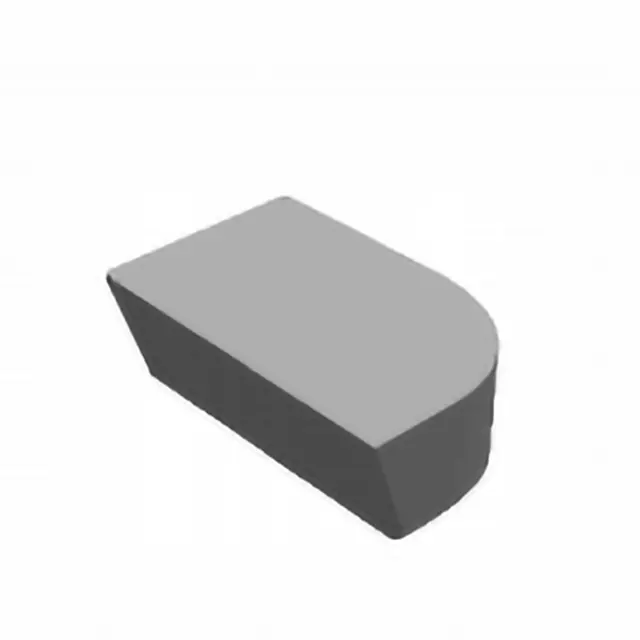
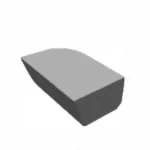
A Type
- Structural Feature:Compact trapezoidal profile with a rounded top edge, optimized for balanced stress distribution during cutting.
- Functional Advantage:Provides stable cutting force transmission, reducing edge chipping risk on brittle materials.
- Typical Applications:Precision woodworking (e.g., furniture component carving), soft metal finishing (e.g., aluminum deburring).
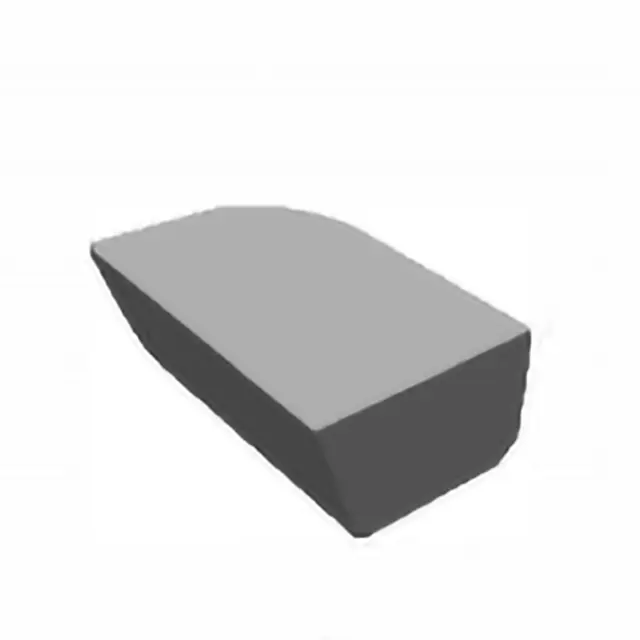
B Type
- Structural Feature:Angled cutting face with a sharp leading edge, designed for aggressive material removal.
- Functional Advantage:Delivers high shearing efficiency on tough surfaces, minimizing tool wear under heavy load.
- Typical Applications:Heavy-duty metal machining (e.g., cast iron roughing), rock drilling auxiliary blades.
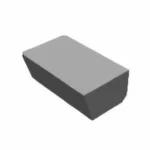
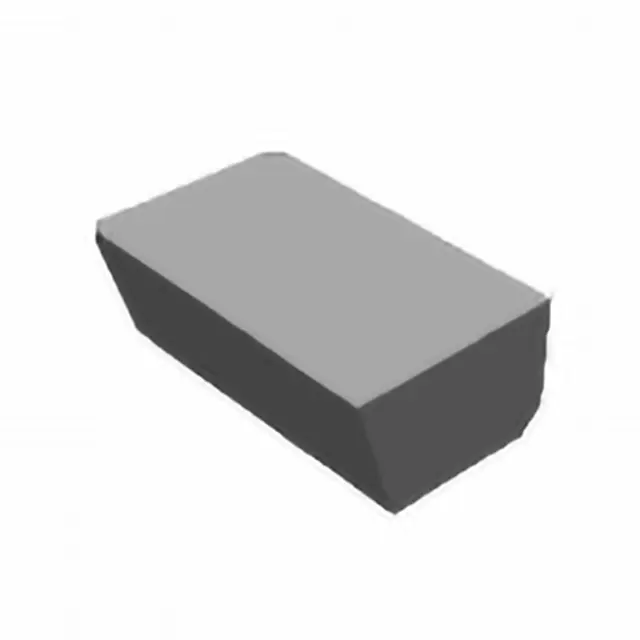
C Type
- Structural Feature:Rectangular base with a flat cutting plane, ensuring uniform contact with workpieces.
- Functional Advantage:Guarantees consistent cutting depth and surface finish in large-area processing.
- Typical Applications:Sheet metal cutting (e.g., stainless steel slitting), ceramic tile edge trimming.
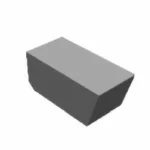
D Type
- Structural Feature:Asymmetric wedge shape, engineered for directional force focusing.
- Functional Advantage:Enables precise chip control and debris evacuation in narrow-channel operations.
- Typical Applications:Groove machining (e.g., engine cylinder slots), composite material trimming.
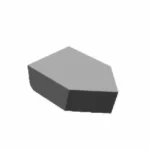
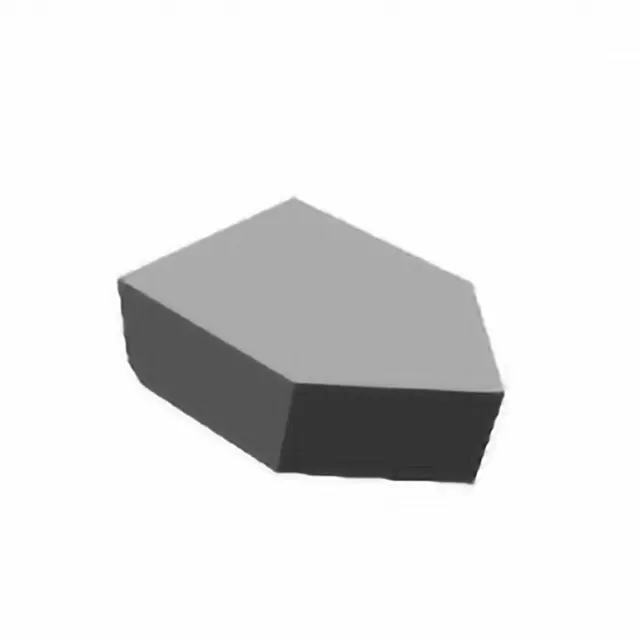
E Type
- Structural Feature:Polygonal cutting geometry with multi-edge design, maximizing usable surface area.
- Functional Advantage:Extends tool life through alternating edge usage, ideal for high-volume production.
- Typical Applications:Mass manufacturing of hardware parts (e.g., bolt head forming), abrasive material grinding.
G Type
- Structural Feature:Dual-material brazed structure with a reinforced tungsten carbide tip, enhancing impact resistance.
- Functional Advantage:Combines hardness with structural toughness, suitable for intermittent cutting cycles.
- Typical Applications:Mining equipment repair (e.g., excavator bucket teeth), construction material crushing.
Application Scenarios of brazed tips
With its extraordinary performance and diverse functions, tungsten carbide brazing tips gallop freely in the industrial world, and the breadth of their application fields far exceeds imagination.

Metal Processing Field

Mining and Geological Engineering

Wood and Non - metal Processing
What are the welding methods for tungsten carbide brazed tips?
The welding methods for tungsten carbide brazed tips should be selected by combining their material properties (tungsten carbide features high hardness and strong thermal conductivity, with significant physical property differences from base metals) and application scenarios.

High-frequency Induction Brazing (Most Commonly Used)
Principle: Heating via high-frequency electromagnetic fields melts the brazing filler metal to bond tungsten carbide with the substrate.
Advantages: Rapid heating (tens of seconds to minutes), precise temperature control, suitable for complex shapes, widely used in mass production of cutting tools and drill bits.
Materials: Common copper-based or silver-based brazing fillers, paired with borax-based fluxes.

Furnace Brazing
Principle: Uniform heating for welding in a vacuum or protective atmosphere furnace.
Advantages: Even heating and oxidation-free environment, ideal for large structures or high-precision applications (e.g., aerospace tools).

Flame Brazing
Principle: Direct heating with oxy-acetylene flames to melt brazing filler.
Features: Simple equipment and low cost, suitable for on-site repairs. Requires neutral flame control to prevent tungsten carbide overheating.

Resistance Brazing
Principle: Welding completed by resistive heat generated from electric current.
Advantages: Concentrated heating and high efficiency, suitable for small brazed tips. Requires precise current control to avoid local overheating of tungsten carbide.
Recommendations for Selecting Welding Methods in Different Application Scenarios
| Application Field | Typical Products | Recommended Welding Methods | Reasons |
|---|---|---|---|
| Metal Processing | Turning tools, milling cutters, drill bits | High-frequency induction brazing | High precision for mass production; avoids overheating at cutting edges to maintain hardness. |
| Mining & Geological Engineering | Rock drilling bits, prospecting bits | High-frequency induction brazing / furnace brazing | Large-sized and complex-structured bits require guaranteed welding strength and impact resistance; furnace brazing suits mass production. |
| Wood & Non-metal Processing | Woodworking tools, stone cutting saw blades | High-frequency induction brazing / flame brazing | Diverse tool sizes; flame brazing fits on-site repairs, while induction brazing suits standardized blade production. |
| Precision Parts | Micro-tools, electronic component processing tools | Resistance brazing / vacuum furnace brazing | Small size and high precision; vacuum environment prevents oxidation, and resistance heating enables precise |
Common Welding Defects and Solutionsr?
Welding defects are mostly caused by improper heating temperature, incorrect selection of brazing filler metal, uncleared surface oxidation, or concentrated welding stress.
Cracking
Causes: Excessive heating/cooling rates, stress concentration, or excessively high brazing temperature.
Solutions: Optimize the heating curve, adopt slow cooling processes, and improve structural design (e.g., adding stress relief grooves).
Cold Welding/De-soldering
Causes: Dirty surfaces, insufficient brazing filler metal, or excessive/insufficient gaps.
Solutions: Strengthen surface pretreatment, control brazing filler dosage (thickness 0.05–0.1mm), and adjust assembly precision.
Deterioration of Tungsten Carbide Performance
Causes: Excessive temperature leading to coarse WC grains or chemical reactions with the substrate.
Solutions: Strictly control the brazing temperature (no more than 1000℃), select low-melting-point brazing fillers (such as silver-based), and shorten high-temperature residence time.
What You Need to Know About Common Parameters ?
Understanding the parameters of tungsten carbide brazed tips is crucial for accurately matching working condition requirements, ensuring processing quality and efficiency, optimizing costs, and maintaining stable equipment operation, so as to fully unleash their performance in various application scenarios.
Material Composition
- Tungsten Carbide (WC) Content: Usually > 80%, and over 90% for some models, serving as the main hard phase.
- Binder Phase: Mainly cobalt (Co) (content 5% – 15%). Alloying elements like chromium (Cr), molybdenum (Mo) can be added to enhance performance.
Physical Properties
- Hardness: Coating surface hardness > HRC 72; hardness at 900℃ high temperature ≥ 58 HRC.
- Bonding Force: Bonding force between the coating and the matrix ≥ 483 MPa (70,000+ psi) to prevent peeling.
- Density: Approximately 14 – 15 g/cm³, with slight fluctuations affected by composition and process.
Brazing Process Parameters
- Brazing Temperature: 680 – 740℃ for vacuum brazing; 850 – 950℃ for flame brazing.
- Soaking Time: 15 – 20 minutes for vacuum brazing; 5 – 10 minutes for flame brazing.
- Brazing Filler Metal Types: Silver – based brazing fillers (Ag – Cu – Zn series, with high strength and good wettability); Copper – based brazing fillers (Cu – Zn, Cu – Ni series, low cost).
- Brazing Flux: Borax – boric acid series, used to remove oxide films and promote brazing filler metal spreading.

