
Lithium Battery Industry Blade
The corrugated paper slitting knife is a specialized tool used to slit corrugated paper into specific sizes and shapes as required. It has functions such as cutting and creasing, and comes in various structures and slitting methods.
Products Provided by Kedel

Top Blade

Bottom Blade

Flat Blade
Click the image to view product details
Application Scenarios
Circular blade slitting splits large electrode rolls into narrow coils for subsequent processing, while flat blade cutting trims these coils into single electrodes for cell assembly. These two steps form the core of lithium battery electrode production, ensuring specifications meet manufacturing needs.

Slitting

Cutting into Pieces
Uncover Your Needs with Us!
Contact us for custom lithium battery slitting tools! Provide equipment brand/model, mounting dimensions, HRC hardness, precision, lifespan, and working conditions. Engineers respond within 72h to optimize slitting efficiency.
What is a Lithium Battery Industry Blade?

What are the common tool types used in Lithium Battery Industry Blade?
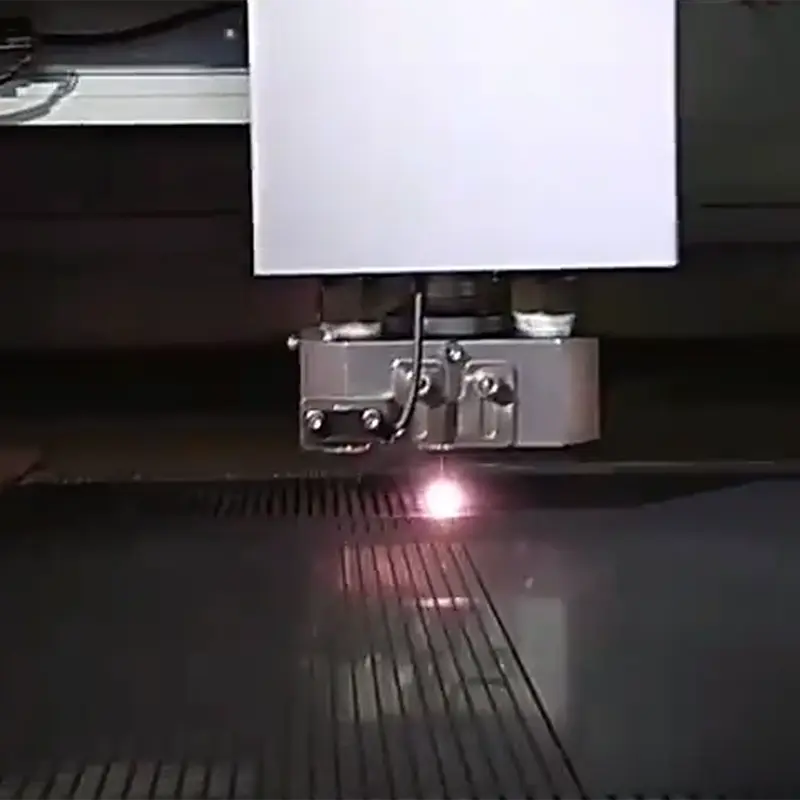
Different lithium battery slitting knives—circular blades for efficient coil slitting, flat blades for precise small-sheet cutting, and laser cutting for intricate shaping—ensure electrode sheet precision, adapt to production stages, and enhance lithium battery manufacturing efficiency and yield.

Circular Blade
Structural Features: Disk-shaped with a central mounting hole and a continuous circular cutting edge. The blade thickness is tailored to lithium electrode slitting needs, enabling high-speed rotational operation.
Functional Advantages: During lithium electrode slitting, rotational cutting ensures stability, delivering smooth cut edges with minimal burrs. It adapts to high-speed lithium battery production lines, reducing issues like paper jams and uneven cutting edges to guarantee electrode quality.
Typical Applications: In lithium battery electrode slitting production lines, it slits large rolls of electrodes (e.g., copper foil/aluminum foil composite electrodes) into narrow strips to meet the width requirements for cell manufacturing.

Flat Blade
Structural Features: Flat-shaped with a sharp cutting edge, usually paired with a fixed base to work via vertical stamping and cutting actions. The blade structure is optimized for precise cutting of lithium electrodes.
Functional Advantages: Enables precise positioning during lithium electrode cutting, ensuring high incision accuracy and tight control over cutting dimension errors. Suitable for small-batch and multi-specification electrode cutting, causing minimal edge damage to electrodes.
Typical Applications: Used for sample cutting of lithium battery electrodes, small-batch customized slitting, and precise cutting of small components like tabs before electrode welding.
Hardware Mold Blanking
What are the common working methods?
In lithium battery electrode production, circular blade slitting (front – end) splits large rolls into narrow coils for intermediate processing, while flat – blade cutting (rear – end) punches narrow coils into single electrodes for cell assembly.
Circular Blade Slitting
Circular blade slitting uses a rotating circular blade which cooperates with a fixed blade or another rotating blade to slit materials in a rolling shear way. It is suitable for the continuous and high – speed slitting of coiled materials, like the long – strip slitting of lithium battery electrodes.
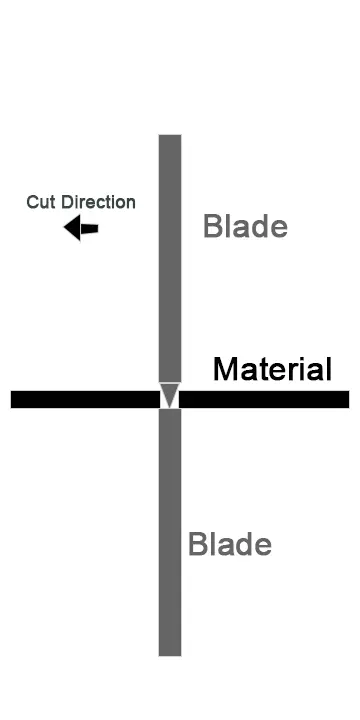
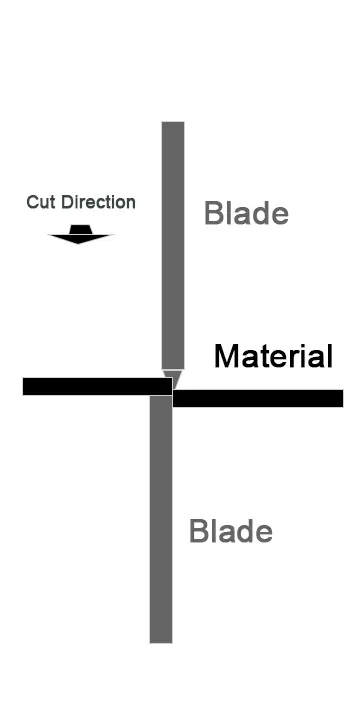
Flat Blade Cutting
Flat – blade cutting uses a fixed flat blade to punch downwards to cut materials. It is often used for the precise cutting of single – sheet or small – format materials and is suitable for scenarios with relatively high requirements for cutting precision.
What materials can be used to make cutting blades?
Understanding the materials of lithium battery electrode slitting blades helps precisely select suitable tools based on electrode material, thickness, production efficiency, and cost requirements, thus ensuring slitting quality, reducing waste, and improving production benefits.
一、High - speed steel (HSS)
Properties: Contains alloying elements like tungsten, molybdenum, and chromium, with a hardness of HRC 62 – 68. It balances wear resistance and toughness, offering good impact resistance after heat treatment, but softens at high temperatures (>500°C).
Applications: Suitable for slitting electrodes with copper/aluminum foil thickness >10μm. Commonly used as the base material for circular slitting blades and flat cutting blades, ideal for medium – low speed production lines (line speed <100m/min).
Drawbacks: Prone to edge softening due to frictional heating during high – speed cutting. Unsuitable for ultra – thin electrodes (<5μm) or high – capacity lines; weak corrosion resistance.
二、Cemented carbide (tungsten steel)
Properties: Sintered from tungsten carbide (WC) and cobalt (Co), with a hardness of HRA 89 – 93 (≈HRC 70 – 75). It far exceeds HSS in wear resistance, withstands high temperatures (up to 1000°C), and has good impact resistance.
Applications: The mainstream material for lithium battery electrode slitting blades, suitable for electrodes with thickness ≤10μm, especially hard – brittle materials like silicon – based anodes and ceramic – coated separators. Often paired with coatings like TiN or TiCN to enhance anti – adhesion.
Drawbacks: High brittleness, prone to edge chipping under impact. May chemically react with some active materials (e.g., LiCoO₂) after long – term contact, requiring regular maintenance.
三、Ceramic materials (Al₂O₃, Si₃N₄)
Properties: Hardness of HV 1500 – 2000, high temperature resistance, strong chemical stability, and excellent anti – adhesion, making it less likely to react with electrode coatings (e.g., LiCoO₂).
Applications: Used to make ceramic circular blades for slitting ceramic – coated separators or high – viscosity electrodes, reducing edge debris and corrosion.
Drawbacks: Extremely brittle with poor impact resistance, requiring composite use with metal substrates (e.g., ceramic – metal composite tools). High processing difficulty and limited edge shapes.
四、Special coating materials (TiAlN, CrN, DLC, etc.)
Properties: Coating hardness of HV 2000 – 3000, which reduces friction coefficient, improves corrosion resistance, and minimizes blade sticking during cutting (especially for high – binder electrodes).
Applications: Compatible with tool substrates like cemented carbide and HSS, suitable for processing high – binder electrodes, electrodes with electrolyte residue, or slitting scenarios requiring high surface finish.
Drawbacks: Limited adhesion between coating and substrate, prone to peeling after long – term use. Coating thickness must be controlled at 1 – 5μm (excessive thickness affects precision), requiring regular recoating.
What parameters do we need to understand?
Understanding blade parameters allows for precise adaptation to electrode materials and production processes, ensuring cutting quality and equipment compatibility, improving production efficiency, and balancing costs with quality.
Core Parameters for Purchasing and Using Lithium Battery Slitting Knives
I. Material and Coating Parameters
- Substrate Hardness
- Indicators: High-speed steel (HRC62-68), cemented carbide (HRA89-93), ceramics (HV1500+)
- Significance: Determines wear resistance; cemented carbide suits ultra-thin pole pieces (≤10μm), while ceramic materials fit high-hardness pole pieces (e.g., ceramic-coated separators).
- Coating Type and Thickness
- Common coatings: TiAlN (high-temperature resistance), DLC (low friction), diamond coating (super wear resistance)
- Thickness: Typically 1-5μm
- Significance: Reduces sticking and enhances corrosion resistance; DLC coating is ideal for high-binder pole piece cutting.
II. Geometric and Dimensional Parameters
- Knife Diameter and Thickness
- Diameter: Commonly 100-300mm (selected by equipment shaft specification)
- Thickness: 0.5-3mm (thicker for thick foils, thinner for precision slitting)
- Tolerance: ±0.01mm (affects installation concentricity; excessive error causes vibration and edge chipping).
- Edge Angle and Radius
- Rake angle: -5°~10° (negative for hard-brittle materials, positive for ductile materials)
- Clearance angle: 5°~15° (influences heat dissipation and friction)
- Edge radius: 0.5-2μm (≤1μm for ultra-thin slitting to minimize burrs).
III. Performance and Durability Parameters
- Wear Resistance Index
- Standard: Service life ≥500,000 meters for aluminum foil, ≥300,000 meters for copper foil (refer to supplier test data)
- Test conditions: Cutting speed and pole piece thickness must match actual production.
- Thermal Stability
- Softening temperature: High-speed steel ≤600℃, cemented carbide ≥800℃, ceramics ≥1200℃
- Significance: Determines resistance to softening at high speeds, preventing high-temperature sticking.
IV. Equipment and Process Matching Parameters
- Installation Matching Parameters
- Shaft hole diameter: Must align with equipment spindle (e.g., Φ32mm, Φ50mm)
- Flange specification: Ensures uniform clamping force to prevent knife deflection (deflection ≤0.02mm).
- Process Parameter Range
- Recommended cutting speed:
- High-speed steel: ≤100m/min
- Cemented carbide: 100-300m/min
- Ceramic/coated knives: 300-800m/min
- Feed rate: 0.1-0.5mm/rev (adjusted by pole piece thickness; reduce for thin foils).
- Recommended cutting speed:
V. Precision and Surface Treatment Parameters
- Surface Roughness
- Blade surface Ra≤0.1μm (lower roughness ensures smoother edges with burrs ≤3μm).
- Parallelism and Perpendicularity
- Parallelism of knife ends ≤0.005mm, perpendicularity of blade to axis ≤0.01mm (affects slitting dimension consistency).
How to maintain and service cutting blades?
Understanding blade maintenance can extend blade life, reduce costs, ensure cutting precision and lithium battery yield, minimize equipment failure risks, and enhance production efficiency and economic benefits.
Lithium Battery Slitting Blade Maintenance Key Points
Lithium Battery Slitting Blade Maintenance Key Points
Ⅰ. Daily Cleaning and Debris Disposal
- Timely removal of adherents: Immediately after cutting, use anhydrous ethanol, ultrasonic cleaning, etc., to remove electrode debris, binders, or electrolyte residues on the blade edge, preventing corrosion from residues (especially for aluminum foil and high – binder electrodes).
- Specialized cleaning tools: Use non – abrasive tools like soft brushes and dust – free cloths to avoid scratching coatings or the blade edge (e.g., nano – diamond coatings on PCD tools must avoid hard object friction).
Ⅱ. Lubrication and Heat Dissipation Management
- Rational use of cutting fluid: For high – speed slitting (e.g., cemented carbide tools), use water – soluble cutting fluid or lubricating oil to reduce frictional heat (HSS tools require special attention to avoid high – temperature softening) and minimize blade sticking.
- Cutting temperature control: Monitor tool temperature to prevent overheating from prolonged high – speed cutting (ceramic tools are heat – resistant but need to avoid cracks from rapid temperature changes).
Ⅲ. Wear Detection and Edge Repair
- Regular visual inspection: Observe blade wear under a microscope (e.g., chipping, notches, coating delamination). Grind cemented carbide tools promptly if edge wear exceeds 0.1mm, and replace ceramic tools immediately upon micro – cracks.
- Professional sharpening: Use diamond grinding wheels for HSS and cemented carbide tools; PCD tools require special laser equipment for repair to avoid crystal structure damage from ordinary grinding.
Ⅳ. Coating Maintenance and Recoating
- Coating integrity inspection: For special coated tools (e.g., TiAlN, DLC), return for recoating immediately if coating peeling or gloss degradation occurs, preventing substrate corrosion or accelerated wear from direct electrode contact.
Ⅴ. Storage and Installation Specifications
- Rust – proof and collision – proof storage: Store tools in a dry, thermostatic environment, apply rust – proof oil (critical for HSS and tungsten steel tools), and wrap with specialized racks or foam to prevent edge chipping from collisions (ceramic tools need extra protection).
- Installation precision calibration: Ensure tool shaft concentricity (error ≤0.01mm) to avoid localized wear from eccentricity; regularly calibrate slitting equipment for parallelism and pressure parameters.
Ⅵ. Targeted Maintenance for Different Material Tools
| Material Type | Maintenance Focus |
|---|---|
| High – speed steel (HSS) | Avoid high – temperature cutting; cool promptly after cutting; prevent edge oxidation and rust. |
| Cemented carbide (tungsten steel) | Prevent edge chipping; use low – speed grinding for sharpening; avoid internal stress cracking from rapid temperature changes. |
| Ceramic materials | Prohibit collision or impact; avoid high – pressure air during cleaning; store in completely moisture – isolated environments. |
| Coated tools | Forbid chlorine – containing cleaners; recoat immediately after coating failure to avoid direct substrate – electrode contact. |
Core Significance
How long can a blade typically be used?
Understanding the replacement cycle allows for scientific prediction of tool wear, avoiding poor electrode slitting and production line downtime caused by excessive tool use. It also optimizes procurement inventory, balances quality, efficiency, and costs, and ensures stable lithium battery production.
Lithium Battery Slitting Blade (Cemented Carbide) Replacement Cycle Reference Table
| Influence Factor | Common Working Conditions | Replacement Cycle (Cutting Length) | Brief Explanation |
|---|---|---|---|
| Electrode Material | Aluminum foil (standard thickness) | 500,000 – 800,000 meters | Lower hardness, uniform wear |
| Copper foil (standard thickness) | 300,000 – 500,000 meters | High ductility, prone to debris adhesion (require careful cleaning) | |
| Cutting Speed | Medium – low speed (≤300m/min) | 600,000 – 1,000,000 meters | Life shortens by 20% – 30% at high speeds (>300m/min) |
| Equipment Precision | Normal calibration (shaft runout ≤0.02mm) | Follow standard cycle | Excessive precision deviation accelerates wear, requiring shorter cycles |
| Daily Maintenance | Regular cleaning (deburr after each material change) | Cycle can be extended by 10% – 20% | Residual electrode debris accelerates edge wear |
Simplified Instructions:
- Cemented carbide tools (e.g., YG series) are suitable for standard cutting of copper and aluminum foils. Refer to 500,000 – 800,000 meters under medium conditions (aluminum foil / medium speed / standard maintenance).
- For cutting hard materials like ceramic – coated electrodes, adopt the lower limit of copper foil cycles (300,000 – 500,000 meters) or consult the tool supplier for adjustment.
- Replace immediately if burrs significantly increase (copper foil >3μm, aluminum foil >5μm), even if the cycle is not reached.
Instructions:
Dynamic Management Recommendations:
- Establish a tool ledger to record the cumulative cutting length, material type, and process parameters of each knife. Conduct a warning inspection when 80% of the cycle is reached.
- For high-speed production lines (>500m/min), adopt the “life countdown method” and replace the knife in advance when equipment current fluctuates abnormally (an increase of >10%).
Special Scenario Adjustments:
- When mixed cutting of different material pole pieces, shorten the cycle by 20% based on the “most demanding material” (e.g., if cutting copper foil and ceramic separators simultaneously, follow the ceramic separator cycle).
- New knives need to idle for 30 minutes for running-in before use to avoid edge damage caused by direct high-speed cutting.
Cost Optimization Tips:
- For multi-shaft equipment, adopt a “group rotation” strategy (e.g., cycle 3 knives and replace 1 at a time) to reduce downtime costs.
- Worn cemented carbide knives can be reground (≤3 times), with each grinding restoring 50%-70% of the service life.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}