
Plastic Granulator Blades
Plastic granulator blades are mechanical blades installed on plastic granulators, which achieve granulation by rolling shear of extruded linear plastics through the coordination of stationary blades and granulating hobs.
Products Provided by Kedel
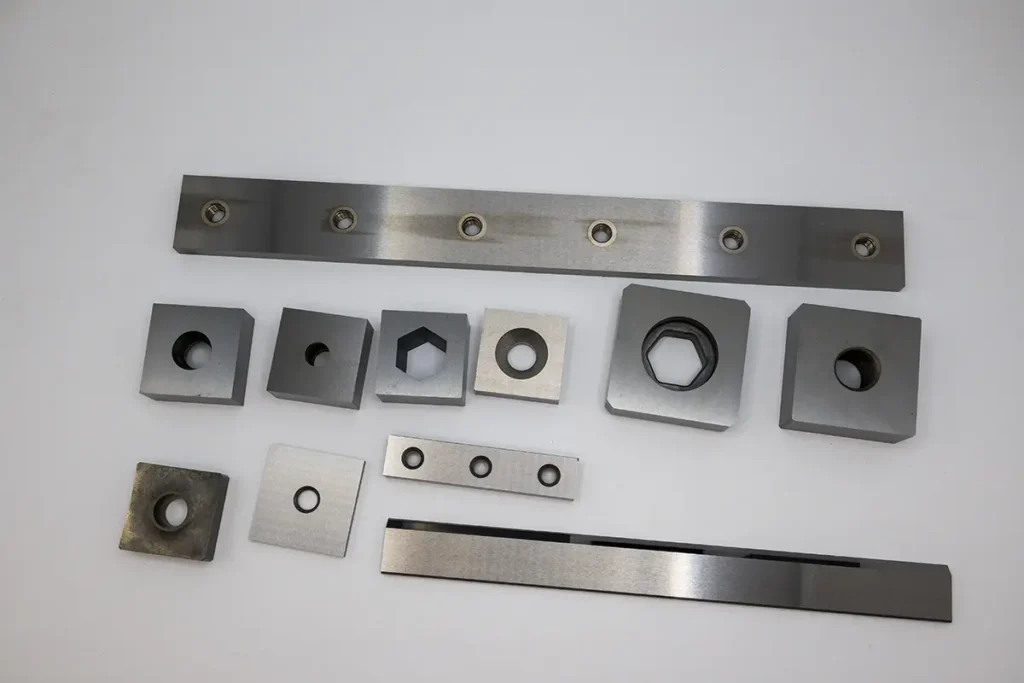
We offer the following types of blades. Whether you need standard sizes or customized sizes, we can precisely meet your unique requirements.

Pelletizing blade

stationary blade

rotating blade



Need custom blades? We design and make them
Application Scenarios
For plastic granulation scenarios, different cutting methods adapt to material states and differences in production line requirements, precisely match the processes, and ensure granulation efficiency and pellet quality.

Air - ring die - face hot cutting

Water - ring die - face hot cutting
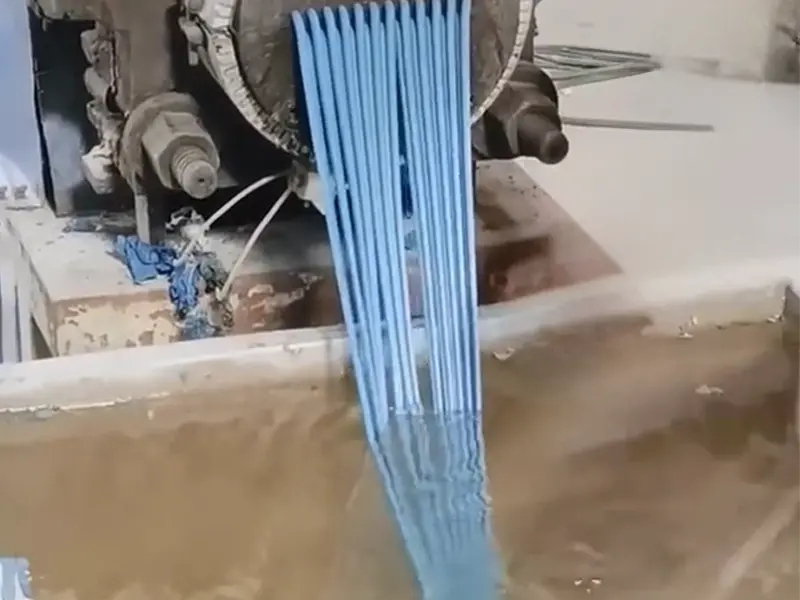
Water - cooled strand pelletizing
Uncover Your Needs with Us!
If you have customization needs for plastic granulator blades, please feel free to contact us! Please provide information such as the brand and model of the plastic granulation equipment, the installation dimensions of the tool holder, the performance requirements of the blade, and the actual working environment. Our engineers will customize an exclusive solution for you and communicate with you within 72 hours after receiving the information to help you improve the efficiency and quality of plastic granulation processing!
What is a Plastic Granulator Blades?
What are the common tool types used in Plastic Granulator Blades slitting?
Using different types of tools such as granulating blades and stationary blades, through collaborative division of labor and complementary characteristics, can precisely adapt to the shearing requirements of various links in plastic granulation, ensuring cutting precision, efficiency, and particle quality.

Granulator Blade
Structural Features: It has a structure that can be stably installed. There is a matching cutting edge design. The thickness and shape of the blade are customized according to the cutting requirements of plastic granulation, and it can cooperate with the rotation of the moving blade for shearing operations.
Functional Advantages: When cutting plastic materials in the granulation process, it forms a stable shearing system with the moving blade. It can ensure the cutting accuracy, make the cut plastic particles have smooth edges, and reduce problems such as uneven particle size or burrs. It is suitable for different plastic granulation speeds and material characteristics, and helps to improve the efficiency and quality of the granulation process.
Typical Applications: In plastic granulation production lines, it cooperates with the moving blade to cut the extruded plastic strips (such as PE, PP, PVC and other materials) into granules that meet the size requirements, which is an important part of the plastic granulation equipment.

Stationary Blade
Structural Features: It has a fixed – installation structure, with a precisely processed cutting edge. The overall structure is stable. The position and angle are set to match the moving blade of the granulator, and it can maintain a stable cutting gap during operation.
Functional Advantages: During the plastic granulation cutting process, it cooperates with the moving blade to provide a fixed shearing support. It can effectively reduce the vibration during cutting, ensure the stability of the cutting action, and make the cut of the plastic strips more neat. It has good wear resistance and can maintain a good cutting state for a long time in the granulation environment.
Typical Applications: In plastic granulation equipment, it is used in conjunction with the moving blade in granulation production lines of various plastic materials (such as thermoplastic and some modified plastics), participating in the shearing and cutting of plastic strips to help produce uniformly sized plastic granules.

Moving Blade
What are the common working methods?
Cutting processes with different working modes exist due to differences in material states, material properties, and production line efficiency requirements in plastic granulation. They are designed to adapt to diverse granulation scenarios, ensuring particle quality and smooth production.
Rolling - shear Cutting
Rolling – shear cutting uses a rotating blade that cooperates with a fixed blade (or another rotating blade) to slit plastic materials in a rolling – shear manner. It relies on the shearing force between the rotating and fixed blades to cut molten or solidified plastic strands. Ideal for continuous, high – speed granulation of coiled/extruded plastic strips (e.g., PE, PP strands in granulation lines), ensuring uniform particle size.
Hot - shear Cutting
Hot – shear cutting employs a heated blade to cut materials. The blade’s heat softens molten plastic strands (extruded from the granulator die) during contact, enabling clean, burr – free cuts. Suited for thermoplastic granulation (e.g., cutting high – temp molten PE/PP strands right after extrusion), matching the high – speed rhythm of hot – cut granulation lines.
Cold - shear Cutting
Cold – shear cutting uses a room – temperature, high – hardness blade to slit solidified plastic strands via shearing force. The sharp, wear – resistant blade cuts cooled plastic strips (e.g., PVC, ABS after water cooling) into granules. Perfect for cold – cut granulation processes, ensuring precise particle size and smooth edges without thermal deformation.
Grinding - disc Cutting
Grinding – disc cutting utilizes a rotating, abrasive – coated disc blade. The disc grinds and cuts plastic materials via high – speed rotation, suitable for precision processing of special – shaped plastic granules or trimming irregular particles in recycled plastic granulation. Often used to refine particle surfaces or cut thick, rigid plastic blocks into granules, enhancing uniformity in tough – to – process scenarios.
What materials can be used to make cutting blades?
Selecting blades of different materials optimizes cutting efficiency, blade life, and cost by matching key properties (hardness, wear resistance, toughness) to materials—soft plastics (PE/PP), heat-sensitive plastics (PVC/ABS), and recycled materials with glass fiber fillers.
Ⅰ. Tool Steel (Most Widely Used)
1. High-Carbon High-Chromium Tool Steel
- Grades: Cr12, Cr12MoV, D2 (U.S. standard, equivalent to domestic Cr12MoV)
- Composition Features: ~12% Cr content, alloyed with Mo and V; hardness reaches HRC58–62 after quenching.
- Performance Advantages: Excellent wear resistance and deformation resistance, suitable for cutting soft plastics like PE/PP and filled materials.
- Applications: Hobbing-type and cold-cutting blades (e.g., general plastic granulation, film recycling).
- Grade: 9CrSi
- Composition Features: 0.9% Cr, 1.2% Si; hardness HRC60–63, better toughness than Cr12 series.
- Performance Advantages: Maintains edge sharpness, resists chipping, ideal for cutting thin plastic strips (e.g., filament granulation).
2. Alloy Tool Steel
- Grades: T10A, T12A (carbon tool steel)
- Composition Features: 1.0%–1.2% carbon content, hardness HRC55–60, low cost.
- Limitations: Poor wear resistance, only suitable for low-speed cutting (e.g., small granulators, laboratory equipment).
Ⅱ. High-Speed Steel (HSS, for High-Speed Scenarios)
- Grades: W6Mo5Cr4V2 (M2), W18Cr4V (T1)
- Composition Features: Contains HSS elements like W, Mo, V; hardness HRC63–66 after quenching, excellent red hardness (maintains hardness at 300℃).
- Performance Advantages: Withstands high speeds of 800–1,500 rpm, suitable for hot-cutting (e.g., PVC/ABS in molten state), better anti-adhesion than tool steel.
- Applications: Hot-cutting blades, moving/stationary discs in grinding-wheel cutting.
Ⅲ. Cemented Carbide (Tungsten Carbide, WC-Co)
1. Tungsten-Cobalt Type (YG Series)
- Grades: YG6, YG8, YG15
- Composition Features: 92%–85% WC, 8%–15% Co; hardness HRA89–92 (equivalent to HRC68–73), extremely wear-resistant.
- Performance Advantages: Suited for cutting high-hardness, highly filled plastics (e.g., calcium carbonate, glass fiber), 5–10× longer life than tool steel.
- Applications: Inlaid stationary blades for hobbing, grinding-wheel cutting blades, high-wear conditions (e.g., recycled material granulation).
2. Tungsten-Titanium-Cobalt Type (YT Series)
- Grades: YT15, YT14
- Composition Features: Added TiC (15%/14%), hardness HRA90–92, better high-temperature resistance than YG series but slightly lower toughness.
- Applications: Rarely used in plastic granulation (more for metal cutting), occasionally applied in ultra-high-temperature hot-cutting (e.g., engineering plastics like PC, PEI).
Ⅳ. Die Steel (Balances Toughness and Wear Resistance)
- Grades: DC53, SKD11, H13
- Composition Features: Contains Cr, Mo, V; hardness HRC60–62 after quenching, better toughness than Cr12MoV.
- Performance Advantages: Strong impact resistance, suitable for cutting recycled materials with impurities (e.g., crushed waste plastic bottles), reduces blade chipping risk.
- Applications: Cold-cutting blades, moving blades for traction cutting (frequent start-stop conditions).
Ⅴ. Coating Materials (Surface Treatment for Performance Enhancement)
- Types: TiN (Titanium Nitride), TiCN (Titanium Carbonitride), AlTiN (Aluminum Titanium Nitride)
- Process: PVD (Physical Vapor Deposition) coats 2–5μm layers with hardness up to HV2000–3000.
- Advantages: Reduces friction coefficient (prevents sticking), improves wear resistance; suitable for hot-cutting heat-sensitive plastics (e.g., PVC), extends blade life by 30%–50%.
Ⅵ. Material Selection and Comparison Table
| Material Type | Typical Grades | Hardness | Wear Resistance | Cost | Suitable Cutting Methods | Typical Materials |
|---|---|---|---|---|---|---|
| Tool steel | Cr12MoV, 9CrSi | HRC58–63 | Medium-high | Low | Hobbing, water-cooled cutting | PE, PP, films |
| High-speed steel | W6Mo5Cr4V2 | HRC63–66 | High | Medium | Hot-cutting, high-speed grinding | PVC, ABS, molten engineering plastics |
| Cemented carbide | YG8, YG15 | HRA89–92 | Extremely high | High | Inlaid stationary blades, recycled material grinding | Filled plastics, waste plastic recycling |
| Die steel | DC53, H13 | HRC60–62 | Medium-high | Medium | Cold-cutting, impact-resistant conditions | Recycled materials with impurities, crushed materials |
Ⅶ. Material Selection for Special Scenarios
Food-grade/medical-grade granulation:
- Material: 304/316 stainless steel (hardness HRC25–30), surface chrome-plated for rust prevention.
- Features: Meets FDA certification; sacrifices some wear resistance to ensure particle pollution-free.
Ultra-wear-resistant conditions (e.g., fiberglass-containing plastics):
- Material: YG15 cemented carbide + TiCN coating, or cermet (e.g., TiC-NiMo).
- Features: Hardness >HV3000, but extremely costly; only for high-end granulation lines.
Conclusion
Core logic for blade material selection:
- Soft plastics (PE/PP): Prioritize Cr12MoV tool steel for cost-performance balance.
- Hard/heat-sensitive plastics (PVC/ABS): Use HSS or coated tool steel for high-speed and high-temperature adaptation.
- Recycled/filled materials: Choose cemented carbide (YG series) or coated blades for wear resistance.
- High-precision/toughness requirements: Opt for die steel (DC53) or HSS to avoid chipping.
What parameters do we need to understand?
Match blade material grade, hardness, and geometric dimensions based on three core factors—material hardness, equipment speed, and cutting method. Validate practical applicability through surface precision and case studies, balancing initial procurement and long-term usage costs.
I. Core Performance Parameters
Material Grade
Hardness Index
- Tool steel/high-speed steel: Focus on HRC value (e.g., W6Mo5Cr4V2 requires HRC63–66).
- Cemented carbide: Focus on HRA value (e.g., YG8 needs ≥HRA89).
Heat Treatment Process
II. Structural and Dimensional Parameters
Blade Type
Geometric Dimensions
- Length × width × thickness (e.g., typical hobbing stationary blade size: 300mm×100mm×20mm), must fit equipment tool holder.
- Cutting edge angle (cold-cut blades commonly 30°–45°, hot-cut blades 20°–30°), affecting cutting resistance.
Mounting Method
III. Working Condition Adaptation Parameters
Cutting Material Characteristics
Equipment Rotational Speed
Cooling Method
| I. Core Performance Parameters | |
| Material Grade | Directly determines hardness and wear resistance (e.g., Cr12MoV suits soft plastics, YG8 suits highly filled materials). |
| Hardness Index |
|
| Heat Treatment Process | Vacuum quenching and tempering cycles (e.g., Cr12MoV requires 2 tempering cycles to reduce stress), affecting chipping resistance. |
| II. Structural and Dimensional Parameters | |
| Blade Type | Hobbing blade/hot-cut blade/cold-cut blade (must match granulator cutting method, e.g., hot-cut blades need high-temperature resistance). |
| Geometric Dimensions |
|
| Mounting Method | Bolt fixing/inlaid type/slot type (e.g., cemented carbide blades often use inlaid structures; slot dimensions need confirmation). |
| III. Working Condition Adaptation Parameters | |
| Cutting Material Characteristics | Plastic type (PE/PP/PVC/engineering plastics), filler content (e.g., glass fiber content >20% requires YG15 cemented carbide). |
| Equipment Rotational Speed | High speeds (>1,000 rpm) require HSS or coated blades to avoid high-temperature softening. |
| Cooling Method | Water cooling/air cooling/no cooling; Rust-resistant materials needed for water-cooled conditions. |
How to maintain and service cutting blades?
Scientific maintenance can significantly prolong service life and ensure stable cutting precision by maintaining blade edge sharpness, reducing wear rate, and delaying material performance degradation.
I. Immediate Maintenance in Daily Use
Pre-Startup Inspection
- Check blade clearance with a feeler gauge (recommended 0.1–0.3mm for cold-cut blades, ≤0.1mm for hot-cut blades). Uneven clearance causes accelerated local wear.
- Wipe oil stains from edges to prevent plastic particle adhesion (clean with alcohol or acetone; never use steel wool).
In-Operation Monitoring
- Listen for abnormal noises: Metal friction sounds indicate immediate shutdown for edge chipping or foreign object inspection (e.g., glass fiber entanglement).
- Monitor temperature: Activate forced cooling (water/air) if hot-cut blade exceeds 200℃ to prevent HSS blade annealing (replace if HRC drops by >5).
Post-Shutdown Cleaning
- Remove residual plastic from edges with a copper brush (soak PVC decomposition residues in 5% NaOH solution for 10 min before flushing).
- Apply anti-rust oil (3Cr13 stainless steel blades may be exempt, but thin WD-40 coating is still needed in humid environments), especially at blade-body junctions prone to rust.
II. Periodic Deep Maintenance
Edge Grinding Cycle
- Tool steel blades: Grind every 500 operating hours when cutting PE/PP (use 1000-grit diamond wheel, edge angle deviation ≤1°).
- Cemented carbide blades: Return to the manufacturer for grinding with a special wheel every 2000 hours or when edges show >0.5mm notches (do not grind manually).
Heat Treatment Stress Relief
- After 1000 hours of use, HSS blades (e.g., W6Mo5Cr4V2) require low-temperature tempering (180–200℃ for 2h) to eliminate accumulated stress and prevent chipping.
Coating Repair
- For TiN-coated blades with visible peeling (white areas), reapply the coating (thickness controlled at 2–3μm; excessive thickness impairs edge sharpness).
III. Targeted Maintenance After Special Material Cutting
| Material Type | Maintenance Focus | Example Operations |
|---|---|---|
| PVC/heat-sensitive plastics | Remove HCl corrosion products from decomposition to prevent edge electrochemistry. | Neutralize residual acid with 5% NaHCO₃ solution after shutdown, then rinse and dry. |
| Glass fiber/calcium carbonate-filled materials | Check for edge micro-cracks (fillers wear 3–5× faster than pure plastic); lubricate tool holder rails. | Inspect edges with a magnifier during each material change; apply molybdenum disulfide grease (heat-resistant ≥300℃) to rails. |
| Engineering plastics (PA/PC) | Prevent high-temperature sticking; enhance cooling and periodically clean carbon deposits. | Maintain water cooling flow ≥2L/min; scrape carbonized layers with bamboo (never metal tools). |
IV. Storage and Transportation Maintenance Specifications
Storage Environment
- Humidity <60% RH, temperature 5–30℃; avoid co-storage with acids/alkalis (e.g., cemented carbide blades exposed to ammonia risk “hydrogen embrittlement”).
- Wrap blades in anti-rust paper, pad soft wood at edges (prevent collision when stacking; store stationary and rotating blades separately).
Transportation Protection
- Use wooden cases with pearl cotton for long-distance transport; fix cemented carbide blades in slots (晃动 causes insert detachment), and cover HSS blade edges with rubber protectors.
V. Fault Prediction and Emergency Handling
Wear Warning
- When cutting surfaces show burrs or increased debris, immediately measure edge wear (max allowable: 0.2mm for tool steel, 0.1mm for cemented carbide).
Chipping Handling
- For chips ≤0.3mm, gently grind along the edge with an oilstone (never perpendicularly); replace blades if >0.5mm to prevent crack expansion.
Core Maintenance Principles
How long can a blade typically be used?
Regular blade replacement ensures continuous cutting precision, efficiency, and equipment operational safety by timely replacing worn or performance-degraded components, avoiding deterioration of material processing quality or equipment malfunctions caused by blade failure.
| Blade Material | Applicable Cutting Materials | Reference Operating Hours | Replacement Criteria | Notes |
|---|---|---|---|---|
| Tool steel (e.g., Cr12MoV) | Soft plastics like PE, PP | 8,000–10,000 hours | Edge wear >0.2mm; burr rate on cutting surface >10%; chipping length >1mm. | When filler content >10%, the cycle shortens by 30%; unregular grinding accelerates wear. |
| High-speed steel (e.g., W6Mo5Cr4V2) | General plastics like ABS, PS | 12,000–15,000 hours | Hardness drops below HRC60; continuous micro-cracks on edge (spacing <5mm); abnormal increase in cutting noise. | Under high-speed (>1,500 rpm) conditions, inspect hardness every 5,000 hours. |
| Cemented carbide (e.g., YG8/YG15) | PVC, plastics with glass fiber/calcium carbonate | 5,000–8,000 hours (YG8) 3,000–5,000 hours (YG15) | Edge wear >0.1mm; insert detachment or chipping area >5mm²; grinding times exceed 3 (OEM limit). | YG15 suits materials with glass fiber content >20%; 严禁 (forbid) manual grinding—return to factory for processing. |
| Coated blades (TiN/TiAlN) | Engineering plastics (PA, PC, POM) | 6,000–9,000 hours | Coating peeling area >10%; continuous cutting temperature >250℃ causing coating failure (visible whitening or peeling). | Wear accelerates after coating failure—replace immediately; do not continue use. |
| Ceramic blades (Al₂O₃/Si3N4) | Ultra-wear-resistant special plastics (PEEK, PTFE) | 3,000–4,000 hours | Penetrating cracks on edge; cutting efficiency drops >30% (compared to new blades). | High brittleness—avoid impact loads; suitable for high-precision cutting scenarios. |
Key Explanations
Dynamic Adjustment Factors:
- For every 10% increase in material filler content, the replacement cycle shortens by 20%–30%.
- When the water cooling system fails, the cycle for HSS/coated blades shortens by 50%.
Special Scenarios:
- Intermittent production (<8 hours/day) converts the cycle as “actual operating hours ×1.5”.
- New blades require edge running-in inspection after the first 200 hours of use.
Safety Thresholds:
- Replace any blade immediately if chipping depth >0.5mm or continuous chips >3 places—never operate with defects.

