
Packaging and Printing Industry Blade
A packaging and printing blade is a specialized tool used in the packaging and printing industry to slit, cut, or die-cut materials like paper, film, and labels with precision, ensuring efficient production and quality finishes.
Products Provided by Kedel
We offer the following types of blades. Whether you need standard sizes or customized sizes, we can precisely meet your unique requirements.

Circular saw blade

Circular blade

Flat blade

Packaging milling cutters

Slotted blade
Need custom blades? We design and make them
Application Scenarios
Spine milling trims the spine to enhance adhesive binding stability. Spine slotting uses pre-set creases to improve hardcover reading experience. Precise paper cutting ensures printed products meet size specifications for consistency.
Spine Milling
Spine Slotting

Paper Cutting
Uncover Your Needs with Us!
If you have customization needs for packaging and printing knives, please feel free to contact us! Please provide information such as the brand and model of the packaging and printing cutting equipment, the installation dimensions of the tool holder, the performance requirements of the knife, and the actual working environment. Our engineers will customize an exclusive solution for you and communicate with you within 72 hours after receiving the information to help you improve the efficiency and quality of packaging and printing processing!
What is a Packaging and Printing Industry Blade?
A packaging and printing industry blade is a specialized tool for processing diverse packaging materials (e.g., paper, film, cardboard, composites) via operations like slitting, die – cutting, trimming, and milling to transform large – format materials into required sizes or shapes for packages (e.g., cartons, bags) and printed products, available in types categorized by structure (e.g., circular blades for high – speed rotary slitting, flat blades for linear shearing, die – cutting blades for stamping/rolling shapes), material (e.g., high – speed steel, cemented carbide, ceramic, or diamond coatings chosen by hardness/precision needs), and function (e.g., slitting blades for webs, die – cutting blades for boxes, book – milling blades for spines, trimming blades for sheet edges), with parameters like angle, thickness, and speed adjusted to material properties, and serving as crucial production – line components to ensure processing accuracy, edge quality (e.g., burr – free cuts), and efficiency for applications from flexible packaging to hardcover bookbinding.

What are the common tool types used in Packaging and Printing Industry Blade slitting?
The significance of using different tool types lies in matching material properties (hardness, thickness, toughness) and process requirements (precision, speed, batch size) to achieve optimal balance among cutting efficiency, edge life, and production costs.

Saw Blade
Structural Features: Disk – shaped with serrated cutting edges and a central mounting hole. Blade thickness is optimized for thick/rigid materials (e.g., corrugated cardboard), enabling stable rotational/reciprocating cuts.
Functional Advantages: Serrated edges boost cutting efficiency on rigid materials, reducing adhesion and dust. Adapts to high – speed cardboard lines, minimizing edge tearing/clogging for stable packaging production.
Typical Applications: Cuts corrugated cardboard (single/double – wall) into box shapes in packaging lines, meeting structural design needs.
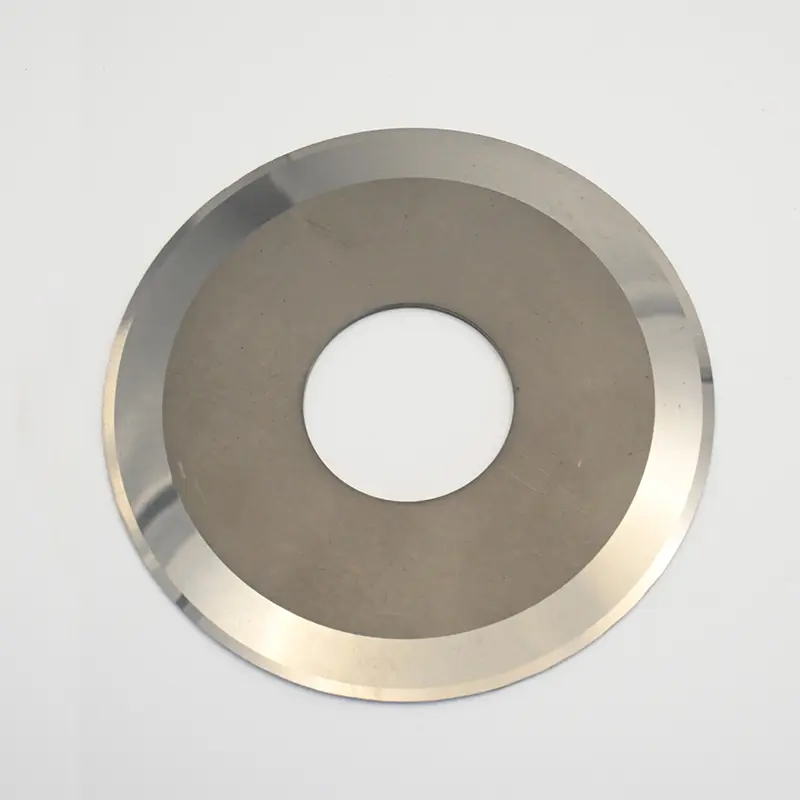
Circular Blade
Structural Features: Disk – shaped with a continuous circular edge and central mounting hole. Thickness tailored for paper/film slitting, enabling high – speed rotation.
Functional Advantages: Rotational cutting ensures smooth, burr – free edges for coiled materials. Adapts to high – speed packaging lines, reducing jams/uneven cuts to guarantee material quality.
Typical Applications: Slits large rolls (BOPP film, kraft paper) into narrow strips in packaging/printing lines, meeting width requirements for further processing.

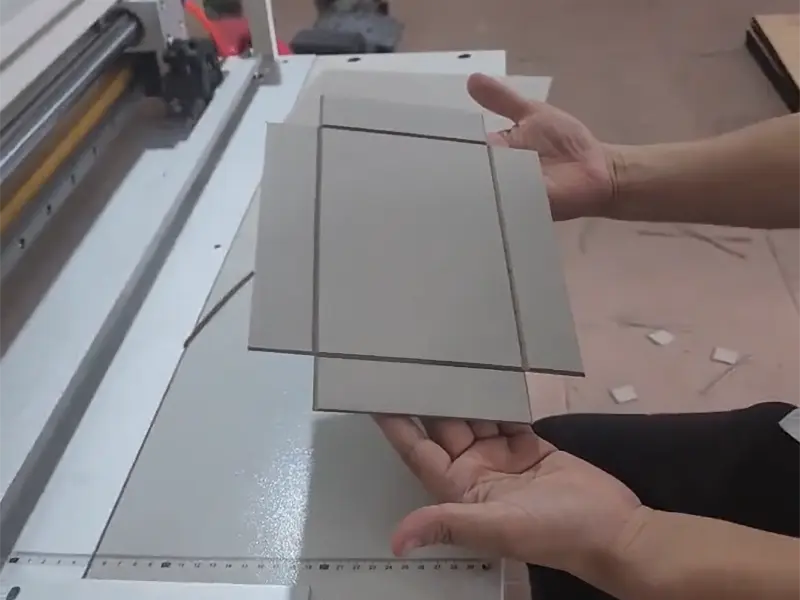
Flat Blade
Structural Features: Long, rectangular blade with a straight cutting edge. Designed for flatbed cutting, ensuring uniform pressure distribution.
Functional Advantages: Straight – edge enables precise linear shearing for flat sheets, achieving high – accuracy cuts. Adapts to sheet – fed systems, reducing dimensional errors for consistent product appearance.
Typical Applications: Trims printed sheets (books, posters, catalogs) to final dimensions in post – press lines, meeting packaging/printing precision needs.

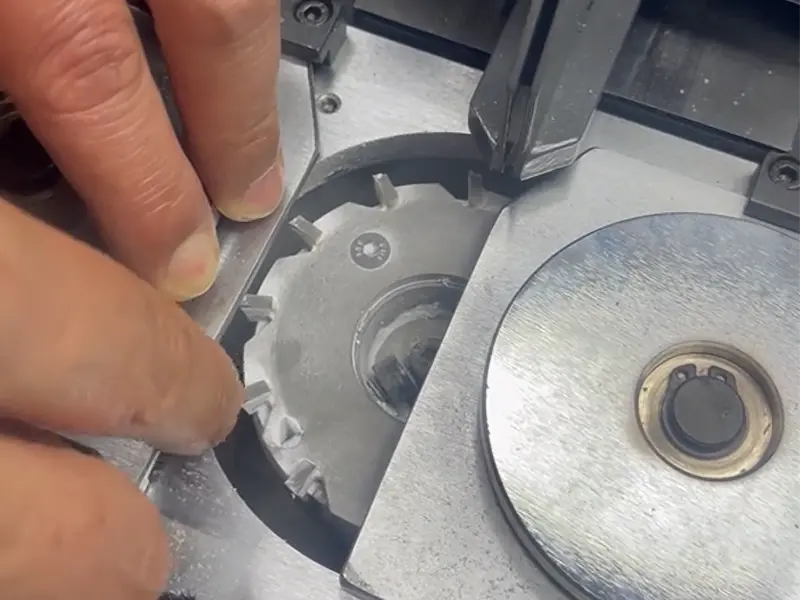
Milling Cutter
Structural Features: Cylindrical/conical shape with helical cutting teeth. Tooth geometry optimized for efficient material removal during rotational milling.
Functional Advantages: Helical teeth enable smooth material removal (e.g., book spines, corrugated edges), creating glue – ready/refined surfaces. Reduces rough surfaces/uneven thickness for process compatibility.
Typical Applications: Mills book spines for perfect binding in bookbinding lines; refines corrugated box blank edges for folding accuracy in packaging production.

Grooving Blade
Structural Features: Specialized edge geometry (V – shaped/rectangular groove) with precise dimensions. Designed to create creasing/grooving lines on paperboard.
Functional Advantages: Specialized edge forms accurate folding lines on paperboard, ensuring consistent angles and reducing cracking. Adapts to high – speed box lines, guaranteeing folded package integrity.
Typical Applications: Creates grooving lines on corrugated box blanks (folding flaps); forms precise folding lines in gift box manufacturing for aesthetic/structural quality.
What are the common working methods?
The significance of different process flows lies in customizing processing logic to match the form, precision, and functional needs of products at each stage, ensuring coordinated achievement of production efficiency and finished product quality.
Coiled Material Slitting
Coiled material slitting uses a rotating circular blade cooperating with a fixed blade to slit coiled paper/film in a rolling – shear manner. It is suitable for continuous, high – speed width – division slitting of coiled materials (e.g., paper rolls, packaging film rolls).
Three - side Trimming
Three – side trimming uses a flat/circular blade with a cutting platform/drum to trim the top, bottom, and fore – edge of printed book blocks. It is suitable for precision dimensioning of post – press products (e.g., books, brochures).
Spine Milling for Bookbinding
Spine milling for bookbinding uses a toothed milling cutter to rotate and mill a book block’s spine, removing burrs and forming a glue – receptive surface. It is suitable for pre – gluing treatment in perfect binding (enhancing adhesive bonding).
Precision Edge Trimming
Precision edge trimming uses a precision flat blade to refine the edges of bound books. It is suitable for improving edge flatness and appearance precision (e.g., hardcover books, notebooks).
What materials can be used to make cutting blades?
Different tool materials match cutting tasks to balance performance, lifespan, and cost.
YG8 (Tungsten – Cobalt Alloy, 8% Cobalt)
- Properties: Hardness ~HRA 89.5. Balanced wear resistance and toughness (high cobalt content boosts impact resistance). Maintains edge stability under vibrational loads (e.g., spine milling).
- Application Scenarios: Glue – binding milling blades (cutting book spines, handling paper fibers with vibration); flatbed cutter blades for medium – thick paper (150–300 g/m², e.g., coated paper).
- Disadvantages: Faster wear than titanium – containing grades during high – speed cutting of thick materials.
YG6 (Tungsten – Cobalt Alloy, 6% Cobalt)
- Properties: Hardness ~HRA 91. Higher wear resistance but lower toughness than YG8 (lower cobalt content).
- Application Scenarios: Slitting circular knives for thin materials (e.g., BOPP film, aluminum foil, high – speed slitting); precision grooving blades for book spines (requiring micron – level edge precision).
- Disadvantages: Prone to chipping under impact; unsuitable for multi – layer thick paper cutting.
YT15 (Tungsten – Titanium – Cobalt Alloy, 15% TiC, 6% Cobalt)
- Properties: Hardness ~HRA 91.5. Excellent wear resistance (TiC enhances hardness) but low toughness (TiC reduces ductility).
- Application Scenarios: Cutting thick cardstock (>300 g/m², single – sheet high – speed cutting); slitting composite films (e.g., aluminum – plastic film, resisting adhesion and abrasion).
- Disadvantages: High brittleness; prone to edge chipping under impact (unsuitable for vibrating operations like spine milling).
YW2 (Universal Alloy, TaC – containing, 8% Cobalt)
- Properties: Hardness ~HRA 90.5. Balances wear resistance (TaC reinforcement) and toughness (high cobalt). Ideal for complex materials.
- Application Scenarios: Multi – function knives (cutting paper + coatings, or multi – layer mixed materials); hardcover book cover cutting (laminated, hot – stamped paper, needing both wear resistance and impact resistance).
- Disadvantages: Higher cost than YG/YT grades; less cost – effective for mass production.
What parameters do we need to understand?
When purchasing and using paper processing tools, it is essential to focus on the following parameters to ensure cutting precision, tool life, and production efficiency.
I. Purchase Stage: Core Parameters for Tool Selection
1. Material-Related Parameters
Hardness Indicators
- Carbon steel/high-speed steel: Focus on HRC (Rockwell hardness). For example, high-speed steel (HRC 68-70) suits thick paper, while carbon steel (HRC 55-60) fits regular paper.
- Cemented carbide/ceramic: Use HRA (Rockwell hardness) or HV (Vickers hardness). YG6 cemented carbide has HRA 89, and ceramics have HRA 90+, where higher hardness enhances wear resistance but increases brittleness.
Coating Types
- Diamond-like carbon (DLC) coating: Hardness HV≥8000, ideal for precision cutting.
- TiN (titanium nitride) coating: Oxidation resistance up to 500℃, suitable for high-speed cutting.
Substrate Compatibility
- Ceramic tools require low-impact cutting scenarios; avoid forced slitting of multi-layer thick paper to prevent edge chipping.
2. Geometric Structure Parameters
Edge Angles (Rake/Relief Angles)
- Thin paper (≤80g/m²): Rake angle 15°-20°, relief angle 8°-10° for sharp edges reducing tearing.
- Thick paper (≥200g/m²): Rake angle 5°-10°, relief angle 5°-8° to strengthen edge durability.
Tool Thickness/Diameter
- Circular blade diameter: Φ300-500mm for large paper rolls; larger diameters enable higher linear speeds but require matching equipment rotation speeds.
- Flat blade thickness: 0.5-2mm for paper cutters; thicker blades resist deformation, suitable for multi-layer paper slitting.
Edge Precision (Roughness)
- Precision cutting (e.g., hardcover books) requires edge roughness Ra≤0.4μm; regular books can tolerate Ra≤1.6μm.
3. Equipment-Compatible Parameters
Rotation Speed Matching
- Circular blade speed must align with equipment rotation. For Φ400mm blades, recommend ≤3000 rpm to prevent overheating and wear.
Installation Interface Specifications
- Paper cutter blades must match tool holder dimensions (length, fixing holes); back milling cutters need spindle bore compatibility (common Φ25.4mm or Φ32mm).
II. Operation Stage: Key Parameters for Handling and Maintenance
1. Cutting Process Parameters
Cutting Speed
- Regular paper (80-150g/m²): Flat blade cutting speed 50-80 cycles/min; circular blade slitting speed 100-200m/min.
- Thick paper/composites: Reduce speed by 30%-50% to avoid tool overload and chipping.
Cutting Pressure
- Adjust hydraulic pressure of paper cutters based on paper thickness. For slitting 100 sheets of 157g/m² art paper, recommend 8-12MPa; excessive pressure causes edge indentation.
Feed Rate (Back Milling/Circular Blades)
- For adhesive binding back milling, feed rate is typically 0.5-1mm/rev; too fast feed leads to uneven spine milling.
2. Tool Condition Monitoring Parameters
Wear Thresholds
- Replace immediately if edge chipping ≥0.5mm to avoid precision loss; regrind when tool thickness wear exceeds 10% (e.g., 1mm original thickness worn to 0.9mm).
Temperature Monitoring
- Maintain tool temperature ≤120℃ during high-speed cutting (measured via infrared thermometry). Cool down or increase lubrication if exceeded to prevent material annealing.
3. Maintenance Parameters
Grinding Cycle
- Carbon steel tools: Regrind every 100,000-200,000 cuts.
- Cemented carbide tools: Regrind every 500,000-1,000,000 cuts; DLC-coated tools can last over 2,000,000 cuts before regrinding.
Lubricant Selection
- Use anhydrous ethanol or specialized water-based lubricants for ceramic tools (avoid oil adhering to coatings); mineral oil suits high-speed steel tools to reduce frictional heat.
III. Parameter Notes for Special Scenarios
Specialty Paper/Coated Paper
- When slitting glossy film or hot-stamped paper, use ceramic or DLC-coated tools with reduced edge angles (3°-5°) and 60% of normal cutting speed to prevent coating delamination or tool adhesion.
Multi-Layer Paper Slitting
- Maximum single-slit thickness ≤50mm (≈500 sheets of 80g/m² paper). Use cemented carbide or thickened high-speed steel (thickness ≥1.5mm) with uniform pressure distribution to avoid skew.
How to maintain and service cutting blades?
The significance of maintaining paper processing tools lies in extending tool life, ensuring cutting precision, improving production efficiency, reducing safety hazards and cost losses, thereby maximizing product quality stability and production benefits.
I. Maintenance Protocols by Tool Material
1. High-Speed Steel Tools (Carbon Steel/Conventional HSS)
Daily Cleaning:
- Wipe the edge immediately after use with a soft cloth dipped in alcohol or kerosene to remove paper fibers and ink residues (avoid steel wool to prevent edge scratches).
- For slitting adhesive papers (e.g., sticker paper), dissolve adhesives with acetone or specialized solvents, then rinse with water and dry.
Rust Prevention: - Apply a thin layer of butter or rust inhibitor (e.g., petroleum jelly) before long-term storage, wrap with rust-proof paper, and store in a dry environment with humidity ≤60%.
Grinding Essentials: - Use an 80-120 grit grinding wheel for wear repair, strictly following original angles (e.g., rake angle 15°-20°) to avoid thinning from over-grinding.
- Finish with a ≥1000 grit oilstone to achieve edge roughness Ra≤1.6μm.
2. Cemented Carbide Tools (WC-Co/WC-TiC Alloys)
Impact Resistance Maintenance:
- Avoid sudden impact cutting (e.g., uneven paper stacks). Check stack flatness before each slit to prevent edge chipping.
Cooling & Lubrication: - Use water-based cutting fluid (5%-8% concentration) for high-speed cutting (linear speed >150m/min) to maintain temperature ≤120℃, preventing decarburization softening.
Grinding Notes: - Must use 120-200 grit diamond grinding wheels (common wheels are ineffective). Apply continuous water cooling during grinding to prevent thermal cracking.
- Polish edges with W10 diamond paste to eliminate micro-cracks and extend life.
3. Ceramic Tools (Alumina/Silicon Nitride Ceramics)
Anti-Brittle Damage:
- Forbid multi-layer thick paper slitting (single-slit thickness ≤10mm) and maintain feed rate ≤0.5mm/rev to avoid axial impact cracking.
Cleaning Method: - Wipe with a dust-free cloth dipped in anhydrous ethanol; avoid oily cleaners (e.g., machine oil) to prevent coating pore contamination affecting precision.
Storage Protection: - Store individually in anti-vibration foam boxes, wrapping edges with soft rubber sleeves to avoid metal collisions.
4. Diamond-Coated Tools (DLC/TiCN Coatings)
Coating Maintenance:
- Prohibit chlorinated solvents (e.g., trichloroethylene) to prevent coating corrosion. After use, blow off edge dust with compressed air, rinse with deionized water, and dry.
Wear Detection: - Regularly inspect coating with a 10x magnifier. Replace immediately if local delamination (>1mm²) or edge reflection (coating wear-through) occurs to avoid substrate damage.
II. Scenario-Based Maintenance by Tool Type
1. Paper Cutter Flat Blades (Rectangular Blades)
- After blade replacement, use a feeler gauge to check parallelism between the tool holder and paper press (error ≤0.05mm/m) to ensure uniform cutting pressure and prevent unilateral wear.
Grinding Cycle: - For 80g/m² copy paper, grind every 150,000-200,000 slits; for 157g/m² art paper, shorten to 80,000-100,000 slits.
2. Slitting Circular Blades (Rotary Blades)
- Check blade balance monthly with a G6.3 precision balancer. If amplitude >0.1mm, rebalance to prevent edge chipping from high-speed vibration.
Bearing Lubrication: - Apply high-temperature lithium-based grease (NLGI 2) to spindle bearings every 500 hours to maintain cutting straightness.
3. Adhesive Binding Back Milling Cutters (Spiral/Comb Cutters)
- Daily remove residual glue and paper debris from tooth gaps with toothpicks or specialized hooks. Clean immediately if glue buildup >0.3mm.
Axial Runout Check: - Use a dial indicator to measure axial runout (allowance ≤0.03mm). Adjust spindle lock nuts if exceeded to prevent inconsistent milling depth.
III. Recommended Professional Maintenance Tools & Consumables
| Maintenance Step | Suitable Tool Materials | Recommended Tools/Consumables | Function |
|---|---|---|---|
| Edge Cleaning | HSS/Cemented Carbide | Ultrasonic cleaner (40kHz frequency) | Remove micro-residues |
| Ceramic/Diamond-Coated | Dust-free cloth + deionized water | Prevent coating scratches | |
| Grinding | HSS | White corundum grinding wheel (80 grit) | Rough grinding |
| Cemented Carbide | Diamond grinding wheel (150 grit) | Efficient grinding | |
| Polishing | All materials | Diamond grinding paste (W5 grit) | Reduce edge roughness |
| Rust Prevention Storage | HSS/Cemented Carbide | VCI rust-proof paper + drying cabinet (humidity ≤40%) | Prevent long-term rust |
IV. Emergency Troubleshooting & Taboos
1. Common Issue Handling
- Slight edge burrs: Lightly grind 3-5 times along the edge at a 5° angle with a fine oilstone until smooth; avoid back-and-forth grinding to prevent dulling.
- Local tool rust: Rub gently with 00-grade steel wool and rust remover, clean with alcohol, and apply rust inhibitor. Regrind if rust area >5%.
2. Maintenance Taboos
- Never use ordinary sandpaper on ceramic tool edges to avoid intensified brittle damage.
- Diamond-coated tools prohibit fluorine-containing lubricants (e.g., PTFE grease) to prevent chemical decomposition.
- For paper cutter flat blades, limit single grinding amount to ≤0.1mm to avoid HSS annealing (annealing temp >250℃).

