
Household Paper Industry Blades
The corrugated paper slitting knife is a specialized tool used to slit corrugated paper into specific sizes and shapes as required. It has functions such as cutting and creasing, and comes in various structures and slitting methods.
Products Provided by Kedel
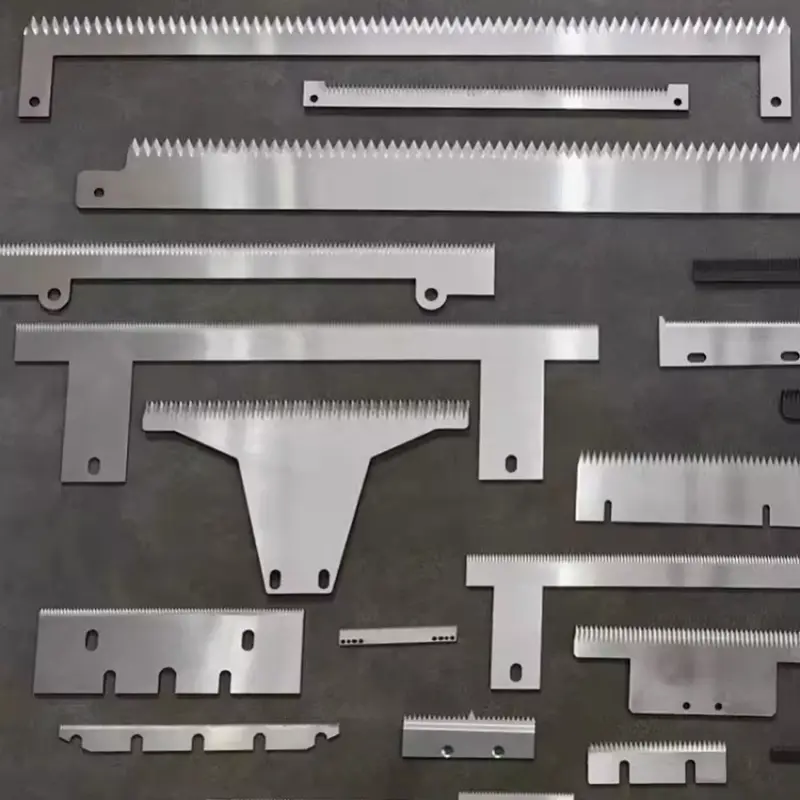
We offer the following types of blades. Whether you need standard sizes or customized sizes, we can precisely meet your unique requirements.

Flat blade

Circular blade

Serrated blade

Perforating blade

Coated blade
Need custom blades? We design and make them
Our blades are key to household paper production. They handle slitting toilet paper, adding facial tissue creases, shaping cotton pads, and cutting wet wipes. Precision ensures smooth production and quality products.

Toilet paper

Facial tissue

Cotton pad

Wet wipes
Photocopy paper
Uncover Your Needs with Us!
If you have customization needs for household paper industry blades, please feel free to contact us! Please provide information such as the brand and model of the slitting equipment, the installation dimensions of the tool holder, the performance requirements of the blade (such as hardness, edge precision, wear resistance), and the actual working environment (including processing paper type, humidity, production speed, etc.). Our engineers will customize an exclusive solution for you and communicate with you within 72 hours after receiving the information to help you improve the efficiency and quality of household paper processing!
What is a Household Paper Industry Blades?
A household paper blade is a specialized tool for the slitting processing of household paper materials, cutting large-format paper rolls or sheets such as wet wipe base fabrics, toilet paper, and facial tissues into required sizes through processes like cutting and creasing to meet the production needs of daily paper products. Structurally, it includes circular blades that achieve continuous slitting via high-speed rotation for wet wipes and roll paper, as well as flat blades that rely on upper-lower shearing action for facial tissues and napkins. In terms of materials, it adopts high-speed steel, cemented carbide, ceramic, etc., which are adapted to different paper thicknesses and textures, such as non-woven fabrics for wet wipes and wood pulp for toilet paper. Functionally, it is subdivided into creasing blades for forming tear lines in toilet paper, cutting blades for the precise sizing of facial tissues, and embossing blades for creating decorative patterns in napkins. Blade parameters like edge angle and thickness must be adjusted according to paper characteristics, such as the humidity of wet wipes or the fiber density of kitchen paper. As a key component in household paper production lines, it ensures slitting accuracy, edge smoothness, and production efficiency, minimizing burrs and enhancing product quality.
What are the common tool types used in Household Paper Industry Blades slitting?
Using different types of paper slitting knives for household paper allows for precise adaptation to varied production needs—such as cutting thicknesses, creating special textures, or ensuring clean edges—thereby optimizing processing efficiency and product quality for distinct tissue products.

Flat Blade
- Structural Feature: Features a straight, flat cutting edge with a rigid, rectangular or L – shaped body. Equipped with mounting holes for stable fixation on tool holders. The blade thickness is uniform, enabling precise shearing through linear motion.
- Functional Advantage: Ideal for clean, straight cuts on household paper. Ensures smooth, burr – free edges when slitting facial tissue, toilet paper, etc. Stable shearing force minimizes paper tearing, suitable for low – to medium – speed production lines.
- Typical Applications: Used in facial tissue converting machines (e.g., cutting stacks into single – pull sheets), toilet paper rewinding lines (trimming irregular edges), and napkin production for precise size shaping.

Circular Blade
- Structural Feature: Disc – like form with a central mounting hole. The continuous circular cutting edge rotates to perform slitting. Uniform blade thickness ensures balanced rotation and stable cutting.
- Functional Advantage: Delivers high – speed, continuous slitting for roll – type household paper (e.g., toilet paper, kitchen rolls). Reduces paper jams and uneven cuts, maintaining consistent width accuracy. Efficient for large – scale production lines.
- Typical Applications: Used in toilet paper rewinding machines (slitting large parent rolls into smaller consumer rolls), kitchen paper production lines (cutting wide rolls into standard lengths), and wet wipe converting (slitting nonwoven – paper composites).

Saw - toothed Blade
- Structural Feature: Straight or circular blade with a serrated edge (teeth – like structure). Tooth pitch and depth vary by application. The serrated design enhances grip and cutting force on thick or fibrous materials.
- Functional Advantage: Prevents paper slipping during cutting, ideal for thick household paper (e.g., multi – layer kitchen rolls) or materials with high tensile strength (e.g., wet wipe nonwovens). Creates clean, tear – resistant edges without excessive fiber pull.
- Typical Applications: Used in kitchen paper production (slitting thick, absorbent rolls), wet wipe converting (cutting nonwoven – paper laminates), and facial tissue with embossed textures (teeth create micro – indentations for easy tearing).
These methods optimize household paper production by tailoring dimensions, adding functional features (holes, tear lines), and enhancing aesthetics for user convenience and product quality.
Slitting (Longitudinal/Transverse Cutting)
Use tools like circular blades or flat blades to cut large rolls of household paper (e.g., toilet paper, facial tissue) along specific directions (parallel/vertical to the paper web). Slit the parent rolls into smaller rolls or sheets of required width, preparing materials for subsequent packaging or converting processes.
Punching
- Hanging holes for kitchen paper rolls.
- Ventilation holes for wet wipe packages.
- Easy – tear start holes for toilet paper rolls.
Operate under precise pressure to ensure clean, burr – free holes without damaging the paper structure.
Embossing
- Improve absorbency for kitchen paper (by increasing surface area).
- Add premium visual appeal to facial tissue or napkins.
- Create anti – slip textures for wet wipe lids or packaging.
Creasing/Tear Line
- Creasing: Enable easy folding for products like pop – up facial tissue boxes (folds for stack alignment).
- Tear Lines: Create pre – scored lines for effortless opening (e.g., toilet paper start lines, wet wipe package seals).
Ensure the paper bends or tears at predetermined positions without premature breakage.
What materials can be used to make cutting blades?
Different materials for household paper knives optimize performance (hardness, wear resistance) and cost to meet diverse cutting needs, ensuring production efficiency and product quality.
| Material | Properties | Application Scenarios | Disadvantages |
|---|---|---|---|
| High – Speed Tool Steel |
|
|
|
| Alloy Tool Steel |
|
|
|
| Cemented Carbide |
|
|
|
| Coated |
|
|
|
| Ceramic |
|
|
|
What parameters do we need to understand?
Understanding parameters ensures need – matching, avoiding mismatches and waste, and securing production.
1. Dimensional Parameters
- Overall Dimensions: Such as the diameter (for circular blades like Φ190753, Φ30025.43), length, width, and thickness of the blade. These need to match the installation space of the slitting equipment and the processing requirements of the paper products. For example, the size of the rewinding upper knife and slitting upper round knife often has common specifications like 190753, 30025.43, etc.
- Installation Dimensions: The matching size with the tool holder, including the diameter and depth of the installation hole, the shape of the connection part, etc., to ensure that the blade can be stably installed on the equipment.
2. Material – Related Parameters
- Material Type: Common ones include high – speed steel (such as W6Mo5Cr4V2), alloy tool steel (such as Cr12MoV, SKD – 11), cemented carbide, etc. Different materials have different hardness, toughness, and wear – resistance. For example, cemented carbide blades have extremely high hardness (HRA 89 – 93) and superior wear resistance, suitable for high – speed and high – precision cutting; high – speed steel has good toughness and hot hardness, and is cost – effective for general production.
- Hardness: Usually expressed by the Rockwell hardness scale (HRC). After heat treatment, the hardness of high – speed tool steel can reach HRC 62 – 66, and alloy tool steel such as Cr12MoV can reach HRC 60 – 64. Higher hardness generally means better wear resistance, but it also needs to be balanced with toughness.
3. Cutting Performance Parameters
- Sharpness and Edge Quality: It affects the smoothness of the paper cutting edge. A sharper blade can reduce burrs and paper breakage during the cutting process. For example, in the production of high – end facial tissues, higher requirements are placed on the sharpness and edge quality of the blade to ensure the softness and aesthetics of the product.
- Wear Resistance: Determines the service life of the blade. Under high – load and long – term operation conditions, blades with poor wear resistance need to be replaced frequently, which will increase production costs and affect production efficiency. For example, when cutting thick and multi – layer kitchen paper, blades with high wear resistance (such as those made of cemented carbide or coated with wear – resistant coatings) should be selected.
4. Process and Precision Parameters
- Tolerance: The allowable deviation range of the blade size, usually within ±0.01 mm. Higher precision tolerance can ensure more accurate cutting and better matching with the equipment, which is very important for the production of some precision – required paper products (such as customized – shaped wet wipes).
- Surface Treatment: Such as quenching, coating (TiN, TiAlN, etc.). Quenching can improve the hardness and strength of the blade; coating can enhance the wear resistance, anti – adhesion, and corrosion resistance of the blade. For example, when processing paper with additives (such as oil – absorbing kitchen paper, scented paper towels), coated blades can prevent residue accumulation and maintain smooth cutting.
Proper maintenance of household paper blades ensures consistent cutting quality, extends service life, and avoids production disruptions.
I. Daily Cleaning and Debris Removal
- Timely Debris Removal
- After each roll change or production batch, use a soft brush (e.g., nylon brush) to clean paper scraps and fibers from the blade surface and cutting edge. This is especially crucial when cutting wet wipes or kitchen paper, as fiber or adhesive residues are likely to occur.
- For stubborn stains (such as residual fragrance from scented paper or grease adhesion from oil-absorbing paper), gently wipe with a neutral cleaner and soft cloth. Avoid using strong acid or alkali reagents to prevent blade corrosion.
- Dust Control in the Environment
- Keep the workshop clean to reduce dust adsorption on the blade surface (dust accelerates cutting edge wear). Especially in rewinding and slitting processes, local dust extraction devices can be installed to minimize environmental impact on the blades.
II. Rust and Corrosion Protection
- Dry Storage
- Spare blades should be stored in a dry, cool, and well-ventilated environment (humidity < 60%). They can be wrapped with anti-rust oil or vapor phase anti-rust paper to prevent rust. High-speed steel blades are more sensitive to humidity.
- If blades are idle for a long time, check the anti-rust status monthly and reapply anti-rust oil (such as sewing machine oil, which has low viscosity and is less likely to adhere to paper scraps).
- Working Condition Protection
- After cutting paper products with additives (such as moisturizing facial tissue or antibacterial wet wipes), clean and dry the blades promptly to prevent additive corrosion of the cutting edge.
- In production lines with humid environments (such as wet wipe production), coated blades (e.g., TiAlN) or anti-corrosion coating treatments are preferred to enhance rust resistance.
III. Cutting Edge Maintenance and Sharpness Management
- Regular Inspection
- Before starting the machine daily, visually or tactilely inspect the cutting edge (wear gloves and gently touch to detect burrs or chipping). If burrs appear on the cutting surface or paper scraps adhere more severely, it indicates that the cutting edge needs maintenance.
- For high-precision production lines, use thickness gauges and microscopes to quantitatively detect the wear amount of the cutting edge. For example, when the wear of a high-speed steel cutting edge exceeds 0.1mm, it needs regrinding or replacement.
- Regrinding and Refurbishment
- For slight wear on the cutting edge (such as minor burrs), send it to a professional manufacturer for precision regrinding (using a CNC grinding machine to control the cutting edge angle and roughness). For example, a common cutting edge angle for toilet paper slitting knives is 20° – 30°, and the original angle must be strictly reproduced during regrinding.
- For chipping on cemented carbide or ceramic blades, determine the repair method based on the damage degree: small chips can be repaired by laser cladding or brazing edge repair; for large chips, replacement is recommended (when the repair cost is close to that of a new blade, replacement is preferred).
IV. Equipment Adaptation and Operational Standards
- Blade Installation Precision
- When replacing blades, use dial indicators and micrometers to calibrate the parallelism and coaxiality between the tool holder and the blade (error ≤ 0.02mm). Avoid local excessive wear and uneven cutting force due to installation deviation.
- When aligning the blade, ensure uniform clearance between the blade and the bottom knife (or anvil). For example, for slitting thin facial tissue, control the clearance at 0.05 – 0.1mm; for cutting thick kitchen paper, control it at 0.1 – 0.2mm.
- Production Control
- Avoid “overload cutting”: strictly follow the rated cutting capacity of the blade (e.g., a high-speed steel knife can cut a maximum of 6 layers of facial tissue at a time; forced cutting of 10 layers will accelerate cutting edge chipping).
- Speed and Temperature Control: For high-speed production lines (> 200m/min), equip a cooling system (such as micro-oil injection or air cooling) to reduce hardness reduction and accelerated wear caused by frictional heat on the blade.
V. Maintenance Records and Life Cycle Management
- Establish Ledgers
- Record the start-up time, type/quantity of cut paper products, regrinding times, and replacement reasons for each blade (e.g., “Started on 2025.6.1, after cutting 30,000 boxes of facial tissue, the cutting edge wear was 0.15mm, first regrinding on 6.20”).
- Predict blade life through data analysis. For example, a certain type of cemented carbide blade averages 250,000 cuts per regrinding when cutting kitchen paper; arrange maintenance in a timely manner when exceeding this number.
- Scrapping and Replacement
- When the number of regrindings reaches 3 – 5 times (as each regrinding thins the blade) or the cutting edge is severely chipped and cannot be repaired, scrap and replace it decisively.
- When replacing in batches, preferentially select blades of the same batch and precision to avoid production fluctuations caused by blade differences (such as inconsistent slitting dimensions or uneven creasing depth).

