
Tobacco Industry Blade
Tobacco Industry Blade refers to various types of knives used in the tobacco processing and packaging industry, such as straight knives, cut – off knives, band knives and tray knives, which are crucial for ensuring the smooth running of production
Products Provided by Kedel
We offer the following types of blades. Whether you need standard sizes or customized sizes, we can precisely meet your unique requirements.

Straight Blade Type

Circular Blade Type

Guillotine Blade Type

Handmade tobacco blade
Our blades are tailored to meet process requirements in various scenarios. With precision and durability, they ensure efficient and high-quality operation in all tobacco processing stages, serving as a key support for tobacco production lines.
Tobacco Primary Processing (tobacco leaf stem scraper)

Tobacco Shred Processing

Filter Processing
Tobacco Leaf Packaging

Cigarette Box Packaging
Uncover Your Needs with Us!
If you have customization needs for tobacco industry blades, please feel free to contact us! Please provide information such as the brand and model of the slitting equipment, the installation dimensions of the tool holder, the performance requirements of the blade, and the actual working environment. Our engineers will customize an exclusive solution for you and communicate with you within 72 hours after receiving the information to help you improve the efficiency and quality of tobacco processing!
What is a Tobacco Industry Blade?
A tobacco blade is a specialized tool for processing tobacco products. It participates in links like cutting tobacco leaves, shaping cigarette sticks, and packaging cigarette boxes. There are types such as straight blades for cutting tobacco leaves and filter rods, circular blades for cutting cigarette sticks, and special – shaped blades for cigarette box packaging. Made of materials like high – speed steel and cemented carbide, parameters such as blade angle and thickness can be adjusted according to tobacco processing needs. It is a key component in the tobacco production line, ensuring cutting accuracy, product quality, and production efficiency.

What are the common tool types used in Tobacco slitting?
Using different tobacco slitting knives allows for precise matching of diverse tobacco processing stages (such as raw material cutting, shredding, and packaging), addressing varying material properties and process requirements, thereby ensuring cutting quality, production efficiency, and product consistency.
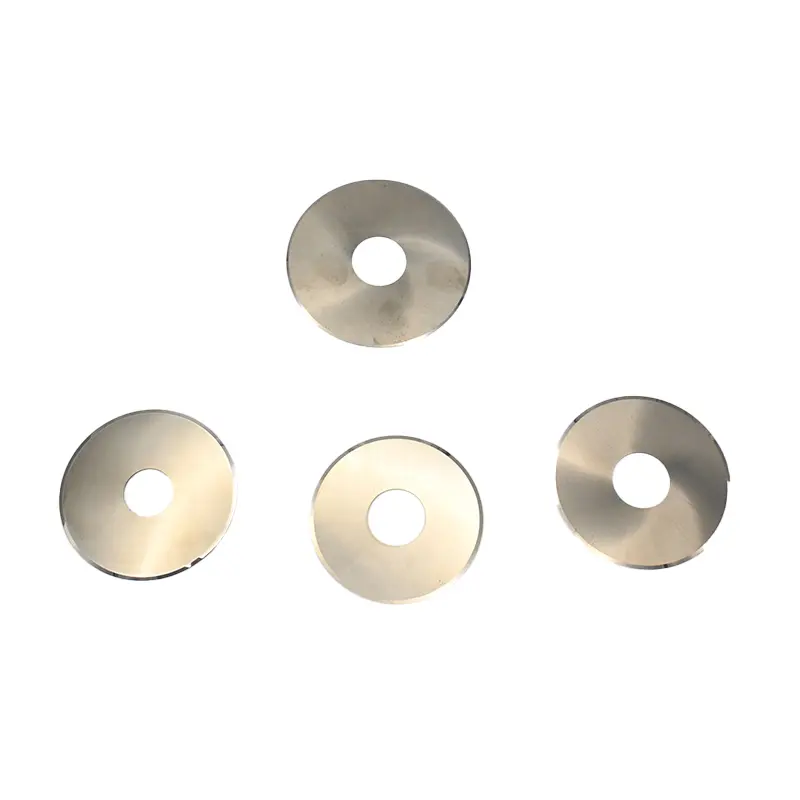
Circular Blade Type
- Structural Feature:Presents a circular structure, with a central hole for installation on rotating shafts. The cutting edge is a continuous circular ring. The blade body has consistent thickness and realizes cutting by rotating along with the shaft.
- Functional Advantage:During tobacco shredding and cutting operations, the rotary cutting is stable and efficient. It can ensure uniform tobacco shred width and smooth cutting surfaces, suitable for high – speed tobacco processing lines. It reduces problems like uneven shredding and material jamming, maintaining stable production.
- Typical Applications:In tobacco primary processing and shred production lines, it is used for cutting tobacco leaves, stems into shreds or slices. For example, in large – scale tobacco processing workshops, it cuts large batches of tobacco raw materials into qualified shreds for subsequent cigarette production; also used for slitting wide – width tobacco sheets into appropriate sizes according to production needs.

Straight Blade Type
- Structural Feature:Has a linear – shaped cutting edge, with a flat and straight blade body. It can be installed on fixed or reciprocating – motion tool holders. The blade has a certain length and thickness to ensure cutting strength.
- Functional Advantage:When cutting tobacco, it can achieve precise linear cutting, ensuring accurate cutting dimensions. It has good adaptability for cutting operations of different tobacco materials, like cutting tobacco leaves into specific shapes or cutting tobacco shreds to fixed lengths. The simple structure makes it easy to maintain and sharpen.
- Typical Applications:In tobacco fine – processing links, such as cutting tobacco shreds to fixed lengths in cigarette making machines, or cutting tobacco leaves into regular shapes in tobacco leaf sorting and trimming processes; also used for cutting packaging materials in tobacco packaging production lines, like cutting cigarette box wrapping paper.

Guillotine Blade Type
- Structural Feature:Features a vertical – moving blade structure, usually with a rectangular or square blade body. It is installed on a frame – like tool holder and realizes cutting by vertically pressing down, similar to a guillotine – like motion.
- Functional Advantage:When cutting bulk tobacco materials or thick tobacco products, it can exert large cutting force, achieving rapid and effective cutting. It is suitable for cutting operations requiring large impact force, like cutting large bundles of tobacco stems or cutting thick tobacco blocks, ensuring smooth and neat cutting sections.
- Typical Applications:In tobacco primary processing, it is used for cutting large bundles of tobacco stems into small sections for subsequent processing; in tobacco packaging production, it can be used for cutting thick packaging materials or cutting large – size tobacco products into specified dimensions, such as cutting thick tobacco – filled blocks into appropriate sizes for cigarette production.
Different cutting methods can precisely adapt to the material characteristics and process requirements of each tobacco processing link, ensuring cutting quality and production efficiency.
Guillotine Cutting
- Principle: Similar to the vertical downward “chopping” action of a guillotine blade, it uses a relatively large impact force to cut bundled and relatively hard tobacco stems at one time.
- Scenario: During the primary processing of tobacco, large bundles of tobacco stems (such as those over 1 meter in length) purchased are cut into small segments (5 – 10 cm) to facilitate subsequent shredding and ingredient extraction.
- Advantage: Strong cutting force, suitable for thick and hard materials; simple structure, and low cost of equipment (such as tobacco guillotine machines).
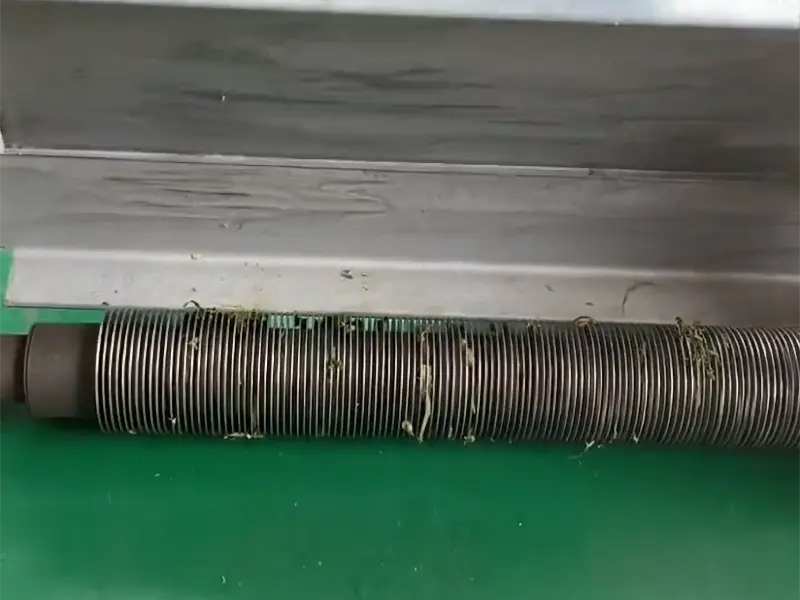
Roller Cutting
- Principle: Multiple sets of circular blades cooperate with supporting rollers. When tobacco stems pass through the gap between the rollers, the cutting edges of the high – speed rotating circular blades “mill” the stems into segments.
- Scenario: In the tobacco stem pretreatment production line, the initially cut tobacco stems are further cut into more uniform small segments (such as 2 – 3 cm) to prepare for shredding.
- Advantage: Continuous cutting, high efficiency, and better segment size precision than guillotine cutting (with an error within ±1 mm); suitable for large – scale assembly lines.
Rotary Shredding
- Principle: A high – speed rotating circular blade (or combined cutter head) cooperates with a fixed bottom blade to “shear + mill” tobacco leaves/tobacco stems into filaments.
- Sub – scenarios:
- Thin Sheet Shredding: For reconstituted tobacco leaves (such as those with a thickness of 0.1 – 0.3 mm), the circular blade precisely controls the shred width (0.6 – 1.2 mm) to ensure the shape of the tobacco shreds.
- Conventional Tobacco Shredding: For processing raw tobacco leaves, by adjusting the rotational speed of the cutter roller and the feed amount, tobacco shreds of different thicknesses are cut (such as 0.6 mm for slim cigarettes and 1.0 mm for regular cigarettes).
- Core Equipment: Shredding machines (such as roller – type shredding machines), which rely on the rotation of circular blades to achieve continuous shredding, accounting for more than 90% of applications in tobacco primary processing production lines.
Reciprocating Shredding
- Principle: A straight blade moves back and forth along a straight line (such as horizontal pushing and pulling, vertical lifting), cutting tobacco leaves like a “scissor”.
- Scenarios:
- In the production of small – batch, customized tobacco shreds (such as hand – made cigar tobacco shreds), the straight blade can flexibly adjust the shred length and angle to meet the needs of special formulations.
- “Secondary trimming” of tobacco shreds, such as removing overly long and overly short tobacco shreds, to ensure the consistency of the length of the finished tobacco shreds (with an error within ±0.5 mm).
- Advantage: High cutting precision and strong flexibility, suitable for the processes of niche and high – end tobacco shreds; however, the efficiency is lower than that of rotary shredding, and it is mostly used for “completing the process”.
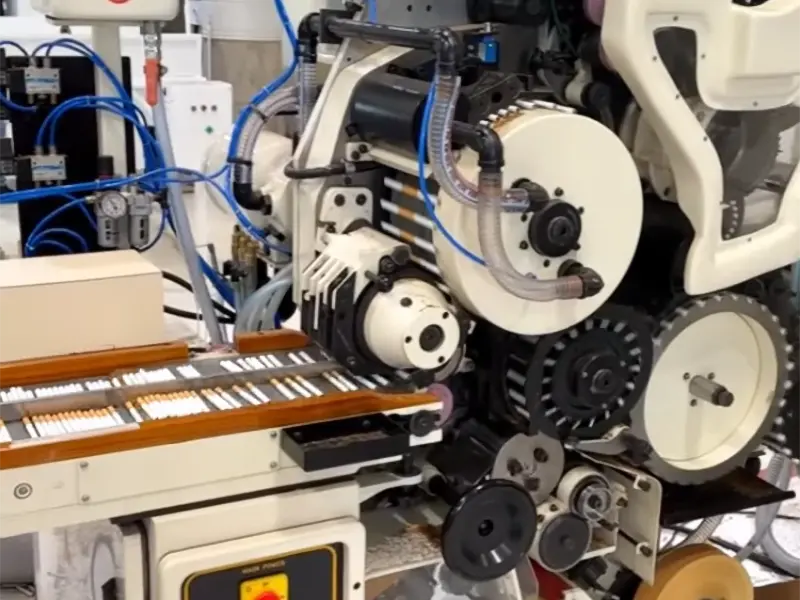
Die - cutting
- Principle: Combined cutters (including straight blades and special – shaped blades) move according to the mold trajectory to “punch – cut” the outer wrapping paper, inner lining paper, etc. of cigarette packs, and form the required shape at one time (such as the flip cover of cigarette packs, serrated openings).
- Scenario: In the cigarette pack packaging production line, aluminum foil paper and cardboard are cut to the precise size of cigarette packs, or easy – tear openings are cut on cigarette packs.
- Key Point: The cutters need to be strictly adapted to the mold to ensure smooth notches and regular shapes (such as the error of the spacing of easy – tear openings is less than 0.2 mm) and avoid cracking of the packaging cardboard.
Slitting
- Principle: Circular blades are responsible for continuously slitting long – roll packaging materials (such as cigarette paper, BOPP film), and straight blades assist in cutting to a fixed length to ensure that the length of the packaging material for each pack of tobacco is consistent.
- Scenarios:
- Slitting of cigarette paper: Cutting large rolls of cigarette paper (with a width of more than 1 meter) into narrow strips (with a width of 27 – 30 mm) for single cigarettes.
- Slitting of cigarette pack wrapping film: Cutting continuous wrapping film materials to the length of cigarette packs (such as 100 – 110 mm for 84 – mm cigarettes) for bagging and packaging.
What materials can be used to make cutting blades?
Tobacco blades made from different materials are designed to adapt to the performance requirements of various tobacco processing stages, balancing cost and efficiency to ensure production reliability.
High - Carbon Steel
- Properties: High hardness and excellent wear resistance. After proper heat treatment, hardness can reach HRC 58–65. Cost – effective, and easy to re – sharpen the cutting edge for quick restoration of sharp cutting performance.
- Application Scenarios: Suited for primary tobacco processing steps like impurity removal during tobacco leaf sorting and tobacco stem removal. Ideal for scenarios with moderate precision requirements, where cost control and edge repairability are key concerns.
- Disadvantages: Prone to rust without a surface protective coating, requiring regular rust – prevention maintenance. Wear accelerates significantly during continuous high – speed cutting of tobacco raw materials, increasing blade replacement frequency.
Stainless Steel
- Properties: Exceptional corrosion and oxidation resistance. Maintains good toughness, with hardness around HRC 50–58 (varies by stainless steel grade). Delivers stable performance even in humid tobacco packaging workshops.
- Application Scenarios: Fits cigarette finished – product packaging processes, such as slitting of cigarette pack transparent films, carton paper cutting, and humidity – sensitive tobacco storage and packaging lines, preventing blade rust from contaminating tobacco products.
- Disadvantages: Lower hardness than high – carbon steel. Lacks durability for high – load tobacco shredding (e.g., forced shredding of high – density tobacco leaves) or long – term high – precision cutting (e.g., millimeter – level cigarette length control).
Alloy Steel
- Properties: With alloying elements like chromium (Cr), molybdenum (Mo), and vanadium (V) added, hardness reaches HRC 58–62 after heat treatment, and wear resistance is notably enhanced. Balances strength and toughness in complex tobacco – cutting scenarios, handling uneven tobacco leaf thickness and impacts from hard stems.
- Application Scenarios: Used for core blades of tobacco shredding machines (for precise cutting of uniform tobacco shreds) and fixed – length cutting of filter rods (to ensure filter – to – cigarette stick 适配). Ideal for links with strict “long – term stable precision under high load” requirements.
- Disadvantages: Difficult to process (needs professional equipment to control alloying element distribution) and high – cost. Unprofessional heat treatment may cause blade brittleness and chipping risks.
Cemented Carbide
- Properties: Extremely high hardness (up to HRC 85) and super – strong wear resistance. Maintains stable hardness even in high – temperature environments (≤500℃, like frictional heat from high – speed cutting). Laser – refined cutting edges ensure smooth, burr – free cuts for tobacco shreds and cigarette sticks.
- Application Scenarios: Critical for cigarette precision processing, such as fixed – length cigarette stick cutting (ensuring uniform cigarette length), fine filter tip slitting (improving filter – to – cigarette stick fit), and fully automated high – speed tobacco production lines (requiring long – term maintenance – free blades).
- Disadvantages: Brittle nature; prone to chipping upon impact from hard tobacco lumps or equipment abnormalities during cutting. High cost, and damaged edges are hard to re – sharpen or repair, requiring full blade replacement.
Zirconia Ceramic
- Properties: Ultra – wear – resistant, with a service life 5–15 times that of metal blades. No frequent shutdowns for re – sharpening needed, as the edge stays sharp long – term. Chemically stable, non – reactive with tobacco raw materials (including special ones like cigar wrappers), avoiding contamination.
- Application Scenarios: Besides efficient production lines for regular tobacco shredding and filter cutting, especially suitable for fine cigar wrapper cutting (cigar wrappers are thin and demand high – smoothness cuts; ceramic edges enable precise cutting while preserving wrapper toughness and appearance). Also fits high – end tobacco processing links pursuing “low maintenance and long service life”.
- Disadvantages: High brittleness, requiring careful handling during installation and debugging to avoid chipping/cracking. High initial procurement cost and limited impact resistance; vulnerable to damage if hard objects enter the production line.
Defining parameters such as material, hardness, dimensions, precision, and service life of tobacco blades is crucial for achieving precise matching between blades and equipment/process requirements, ensuring production efficiency, product quality, and cost control.
I. Basic Performance Parameters
- Material
Specify high-carbon steel, stainless steel, alloy steel, cemented carbide, zirconia ceramic, etc., which determine hardness, wear resistance, and corrosion resistance to match different processing scenarios (e.g., cemented carbide suits high-precision tobacco strip cutting). - Hardness
Expressed in Rockwell hardness (HRC), reflecting the blade’s wear resistance and anti-deformation ability. For example, high-carbon steel can reach HRC 58–65 after heat treatment, and selection should align with processing intensity (higher hardness is preferred for tobacco shred cutting). - Dimension Specifications
Include blade length, width, thickness, and compatible tool holder installation dimensions (shaft diameter, slot specifications) to ensure compatibility with equipment (e.g., cigarette packer tool holders have strict dimensional matching requirements).
II. Processing Adaptation Parameters
- Cutting Precision
Such as error ranges for cut cigarette length or tobacco shred width (e.g., ±0.05 mm), affecting finished product quality (slim cigarettes are sensitive to cigarette length precision). - Edge Design
Including finishing edges or chipbreaker types, influencing chip control and cutting surface smoothness (cigar wrapper cutting requires fine edges to avoid damage). - Applicable Working Conditions
Cover applicable tobacco materials (tobacco leaves, filter rods, cigarette paper, etc.), processing stages (tobacco leaf sorting, cigarette rolling, etc.), and load intensity (high-toughness materials for high-load tobacco shredding).
III. Life and Maintenance Parameters
- Service Life
Measured by continuous working hours or tobacco cutting volume (e.g., number of cigarette cuts in ten thousands), affecting usage cost and tool change frequency (long-life blades are preferred for high-speed production lines). - Abrasion/Corrosion Resistance Indicators
Describe durability in tobacco processing environments (humid, nicotine-rich, etc.) to determine maintenance frequency (stainless steel blades prioritize corrosion resistance). - Regrinding/Replacement Requirements
Indicate whether regrinding is possible, precision retention after regrinding, and replacement cycle recommendations, affecting long-term usability (high-carbon steel is easy to regrind, while ceramic blades are difficult to repair).
Regular maintenance of blades according to specifications can extend their service life, maintain cutting precision, reduce replacement costs, and ensure the stability of production efficiency and product quality.
I. Universal Maintenance Principles for All Materials
Pre-Use Inspection
- Visually inspect the blade edge for cracks, chipping, or wear. Ensure the blade fits firmly with the tool holder during installation to avoid cutting precision decline or blade detachment due to vibration.
Cleaning Specifications
- Immediately remove residual debris (e.g., tobacco fibers, packaging paper scraps) from the edge with a soft cloth, compressed air, or brush after each use. Avoid hard objects scratching the edge; for stubborn stains, wipe with warm water and neutral detergent—never use steel wool or corrosive solvents.
Storage Requirements
- Store in a dry, ventilated environment with humidity controlled below 60%. Place blades individually, wrapping the edge with soft materials (e.g., foam, flannel) to prevent collision with other metal tools.
Rust Prevention Measures
- Apply anti-rust oil/butter to metal blades (except stainless steel) after use; use desiccants for long-term storage. If stainless steel blades contact corrosive substances (e.g., nicotine solution), dry them immediately.
Regular Maintenance
- Maintain a blade usage log to record replacement cycles and wear conditions. When cutting precision declines (e.g., ragged edges, dimensional errors exceeding limits), inspect the edge promptly and arrange grinding or replacement.
II. Material-Specific Maintenance Priorities
| Material Type | Key Maintenance Needs | Specific Operation Recommendations |
|---|---|---|
| High-Carbon Steel Blades | Anti-rust, prevent high-speed wear | – Thoroughly dry and apply industrial anti-rust oil after each use (high carbon content makes it prone to rust); – Avoid continuous high-speed cutting of hard stems to prevent edge overheating and annealing (recommend 2-hour shutdown for cooling per work cycle). |
| Stainless Steel Blades | Maintain corrosion resistance, avoid hard damage | – Clean with alcohol to remove corrosive residues like nicotine; – Forbid cutting metal foreign objects to prevent edge chipping from impact (hardness is lower than high-carbon steel). |
| Alloy Steel Blades (e.g., Cr12MoV) | Balance wear resistance and anti-embrittlement | – Confirm no impurities (e.g., metal nails) in tobacco materials before cutting to prevent edge chipping due to uneven alloy element distribution; – Use specialized alloy grindstones for regrinding after wear—avoid random manual grinding that damages the structure. |
| Cemented Carbide (Tungsten Steel) Blades | Prevent brittleness, control temperature, professional grinding | – Must use coolant (water or cutting fluid) during cutting to prevent blade softening at high temperatures (>500℃); – For minor edge wear, regrind with diamond abrasives at low speed; severe wear requires factory professional grinding (self-grinding easily causes edge chipping). |
| Zirconia Ceramic Blades | Prevent impact, chemical corrosion | – Wear gloves when handling, lift gently (brittleness is twice that of cemented carbide), and avoid wrench striking the tool holder during installation; – Never use acidic cleaners (e.g., oxalic acid) for cleaning—rinse with deionized water and air-dry, store in a sealed box to isolate moisture. |
III. Maintenance Misconceptions Reminder
Wrong Operations:
- Sanding cemented carbide blades with sandpaper, storing ceramic blades with metal tools, or keeping carbon steel blades in humid environments.
Correct Practices:
- Select specialized maintenance tools based on materials (e.g., diamond abrasives) and establish maintenance cycles according to usage scenarios (daily inspection for high-speed production line blades, weekly maintenance for low-speed equipment).
Core Value:
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Blade Replacement Cycle Influencing Factors and Material-Specific Reference Guide
I. Core Influencing Factors (Universal)
- Material Properties
- Harder and more wear-resistant materials (e.g., cemented carbide, ceramics) allow longer replacement cycles, while carbon steel and high-speed steel blades, prone to wear, require more frequent replacement.
- Usage Frequency and Load
- Blades on 24-hour continuous high-speed production lines may have a replacement cycle shortened by over 50% compared to intermittently used equipment.
- Cutting Material Characteristics
- Cutting tobacco materials with high fiber content or hardness (e.g., stems) wears blades more than cutting leaf shreds, potentially shortening the cycle by 30%–70%.
- Maintenance Quality
- Regularly cleaned and properly ground blades can last 1–3 times longer than neglected ones.
II. Material-Specific Replacement Cycle Reference (with Typical Scenarios)
| Material Type | Routine Replacement Cycle (Reference) | Typical Scenario Description |
|---|---|---|
| Cemented Carbide Blades | 800–1500 hours (3–6 months) | Continuous operation in tobacco cutting machines with coolant and daily maintenance; cycles shorten to <500 hours when cutting hard stems. |
| High-Carbon Steel Blades | 200–500 hours (1–2 months) | Low-speed packaging machine cutters; replace every ~2 months for regular tobacco shred cutting, or earlier if exposed to moist materials causing rust. |
| Stainless Steel Blades | 500–1000 hours (2–4 months) | Used for nicotine solution mixing and cutting; require regular rust prevention, with cycles ≤3 months if exposed to corrosives. |
| Ceramic Blades | 600–1200 hours (3–5 months) | Precision slitting equipment; longer life when cutting thin sheets, but replace immediately upon finding micro-cracks due to impact brittleness. |
| High-Speed Steel Blades | 300–800 hours (1.5–3 months) | Suitable for low-speed cutting, with better impact resistance than cemented carbide but prone to annealing at high temperatures; limit continuous operation to <500 hours. |
III. Replacement Timing Indicators (Universal)
- Deteriorated Cutting Quality
- Ragged edges, increased debris, or tobacco shred thickness deviation exceeding ±0.1 mm.
- Equipment Anomalies
- Unusual noises, intensified vibration, or sudden motor load increase (current exceeds rated value by 15%).
- Visible Blade Damage
- Naked-eye visible cracks/chipping on the edge, or wear depth exceeding 0.5 mm (cemented carbide) or 0.3 mm (carbon steel).
IV. Recommendations for Optimizing Replacement Cycles
- Establish a Ledger
- Record each blade’s usage hours, cutting material type, and maintenance history to form data-driven replacement standards.
- Implement Preventive Replacement
- Replace critical equipment blades 10%–20% ahead of the calculated cycle (e.g., replace cemented carbide blades at ~800 hours instead of 1000 hours) to avoid unexpected failures.
- Balance Costs
- If frequent replacements raise costs, upgrade materials (e.g., carbon steel to cemented carbide), which may reduce long-term comprehensive costs.

