Tap
A tap is a cutting or forming tool used to machine internal threads in materials such as metals.
Products Provided by Kedel
Click the image to view product details
Need custom blades? We design and make them
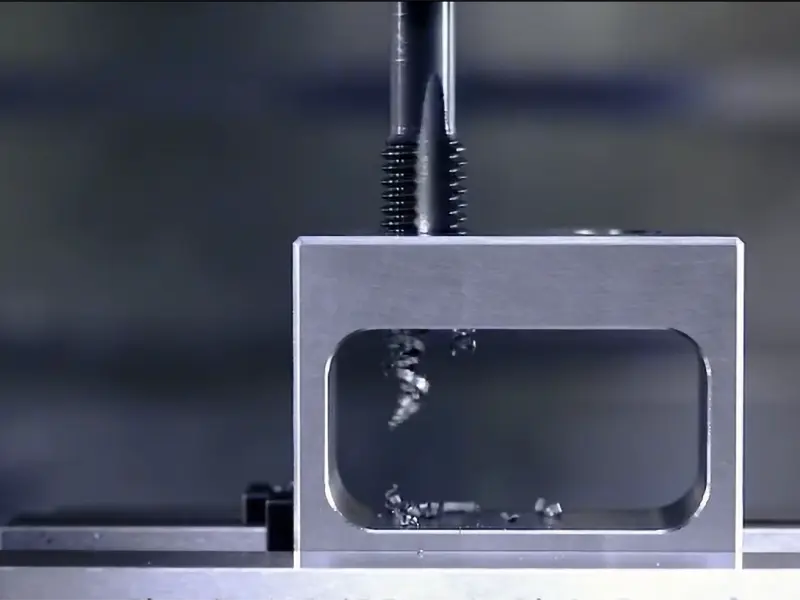
Application Scenarios
The application of taps across diverse industries underscores their role in meeting specialized thread – machining demands and ensuring efficient, precise production.

Automotive Production
Machining

Equipment Maintenance
Uncover Your Needs with Us!
The smoothness and concentricity of the tap shank, as well as the edge geometry, flute shape, helix angle and hardness of the tap cutting part are all closely related to the threading effect. Please inform us of your or your customers’ specific threading requirements, and provide relevant drawings or samples. We will carry out customized production accordingly.
What is a Tap ?
A tap is a specialized cutting tool designed to create internal threads (tapped holes) in workpieces. It operates by rotating and feeding axially into pre – drilled holes, with its cutting edges shearing material to form precise threads. Taps are categorized into types like hand taps (for manual operations, typically a set including taper, plug, and bottoming taps) and machine taps (optimized for CNC or automated machining setups). Constructed from materials such as high – speed steel (versatile for general threading tasks) and carbide (ideal for machining high – hardness materials or high – speed applications), they feature fluted configurations (straight, spiral, etc.) to enable efficient chip removal. Boasting advantages like facilitating accurate thread production, adapting to diverse production scales (ranging from small – batch repairs to large – scale mass production), and being compatible with various materials (metals and certain alloys), taps act as indispensable tools in manufacturing sectors (e.g., machinery, automotive, aerospace) for establishing threaded connections in both automated and manual production workflows.

What are the common tool types used in Tap?
Taps achieve efficient, precise, and reliable thread machining by leveraging differentiated structures and cutting/deformation mechanisms to adapt to diverse materials, hole types, and process requirements.

Straight Flute Tap
- Structural Features: Features straight, linear flutes with a regular cutting edge geometry, compatible with standard tap holders or wrenches.
- Functional Advantages: Enables chip evacuation along straight paths, supporting stable cutting for shallow holes or short threads, with cost – effective versatility for general threading.
- Typical Applications: Machining internal threads in maintenance, small – batch production, or for brittle materials (e.g., cast iron) in mechanical components.

Spiral Flute Tap
- Structural Features: Incorporates helical – shaped flutes (spiral direction controls chip flow), optimized for blind – hole machining.
- Functional Advantages: Channels chips upward in a spiral, preventing accumulation at the bottom of blind holes and improving threading precision in deep blind holes.
- Typical Applications: Threading blind holes like mold cavity threads (mold making) and internal threads in aluminum alloy parts (automotive lightweight components).

Spiral Point Tap
- Structural Features: Equipped with a spiral – pointed cutting edge at the front, combined with straight or slightly spiraled flutes for forward chip evacuation.
- Functional Advantages: Drives chips axially forward through the hole, reducing hole – wall scratch risks and boosting through – hole threading efficiency.
- Typical Applications: Machining through – hole threads in flanges (piping systems) and connector through – holes (mechanical assemblies), especially for steel workpieces.

Thread Forming Tap / Form Tap
- Structural Features: Lacks cutting edges, featuring forming lobes that shape threads via plastic deformation, often with wear – resistant coatings.
- Functional Advantages: Produces threads without chips, yielding higher thread strength (from continuous metal fibers) and suitability for ductile materials.
- Typical Applications: Threading ductile materials (aluminum, copper, low – carbon steel), e.g., threaded holes in automotive lightweight parts and electronic components.
What are the common working methods?
Different tapping methods, via differentiated mechanisms such as cutting removal and plastic deformation, accurately match material properties, thread specifications, and production conditions, establishing comprehensive coverage in terms of efficiency, precision, and applicability for thread machining.
Cutting Tapping
- Principle: Uses cutting edges of the tap to remove material by shearing, with chips evacuated through flutes (straight, spiral, etc.).
- Scenario: Machining internal threads in various materials (steel, cast iron, stainless steel), e.g., threaded holes in machine parts, mold components (both through – holes and blind holes).
- Advantage: Wide material compatibility (including brittle materials), no strict requirement for workpiece ductility, and traditional processing versatility.
Form Tapping
- Principle: Forms threads by plastically deforming the workpiece material (no chip removal), relying on the tap’s geometry to displace material into thread profiles.
- Scenario: Threading ductile materials (aluminum, copper, low – carbon steel), e.g., lightweight automotive parts, electronic components, and threaded holes in soft metal assemblies.
- Advantage: Higher thread strength (continuous metal fibers), no chip – related issues (ideal for automated production), and improved surface finish.
Pull - tapping
- Principle: The tap operates under tensile stress (instead of compressive stress), enabling one – pass machining of large – pitch or deep threads (e.g., trapezoidal threads) by pulling through the workpiece.
- Scenario: Machining large – size threads in heavy machinery (mining equipment, steam turbines) or deep – hole threading where long taps are needed.
- Advantage: High efficiency (no need for multi – tap sets), one – pass forming for deep/large threads, and reduced tool setup time.
Flexible Tapping
- Principle: The tap is connected via a floating chuck to compensate for minor feed – to – pitch errors (≈4%). Initial axial feed is provided by the machine, and self – feeding follows as threads engage.
- Scenario: Mass – production of general – precision threads, e.g., automotive components, standard mechanical parts, where moderate machine accuracy is acceptable.
- Advantage: Tolerates slight machine/fixture misalignments, universal for most tapping tasks, and reduces dependence on high – precision equipment.
What parameters do we need to understand?
Understanding these parameters of taps enables precise matching of machining requirements, such as material, working conditions, and precision. Selecting the right tap ensures the efficiency, quality of thread machining, and the service life of the tap.
I. Shank and Overall Parameters of Taps
Shank Types:
- Straight shank: Compatible with common collet/chuck systems, used for tapping on standard machines, suitable for medium – to – small – diameter taps.
- Taper shank (e.g., Morse taper shank): Enhances rigidity for large – diameter taps or heavy – duty tapping (e.g., tapping thick workpieces), preventing tap deflection.
- Modular shank: Allows replacement of extension rods, ideal for deep – hole tapping (e.g., long – through – hole machining in couplings), reducing tool overhang issues.
Overall Length:
II. Cutting Edge Design Parameters
Flute Types (Following a “tooth – like” logic, corresponding to tap chip – evacuation design):
- Straight flute: Simple chip evacuation, suitable for general through – hole tapping (e.g., mild steel, aluminum machining), and easy to regrind.
- Spiral flute: Chips evacuate upward, preferred for blind – hole tapping (prevents chip accumulation), suitable for soft materials (e.g., copper, plastic).
- Spiral point (gun – type) flute: Chips evacuate forward, suitable for through – hole tapping in ductile materials (e.g., low – carbon steel), reducing burrs.
Pitch Diameter and Thread Tolerance:
- Pitch diameter: Matches target thread specifications (e.g., M6×1.0, UNF 1/4–28), determining thread fit precision (ANSI 2B/3B, metric 6H/7H).
- Tolerance grades: Ranging from H1 (tightest) to H4 (loosest); selected based on applications (e.g., H2 for precision fitting, H3 for general assembly).
Helix Angle (Tapping – optimized version):
- 15°–30°: Balances cutting force and chip evacuation, general for steel/cast iron tapping.
- 30°–45°: Enhances chip evacuation, suitable for sticky materials (e.g., stainless steel, titanium alloy), preventing chip adhesion.
- Low helix (≤10°): High rigidity, resists torsion during tapping of hard materials (e.g., quenched steel, cast iron), reducing tap breakage.
III. Material and Coating Parameters
Tool Body Materials:
- High – speed steel (HSS): Cost – effective, general for mild steel and aluminum machining; common grades include M2 and cobalt – containing M35 (better heat resistance).
- Cobalt – high – speed steel (HSS – Co): High temperature and corrosion resistance, suitable for stainless steel and heat – resistant alloys (e.g., Inconel).
- Carbide: Extremely hard and wear – resistant, used for high – hardness materials (e.g., steel above 50HRC) in high – speed tapping, but brittle, requiring high machine stability.
Coatings:
- Titanium nitride (TiN): General – purpose, improves lubricity and wear resistance, suitable for both non – ferrous and ferrous metals.
- Titanium aluminum nitride (TiAlN): High temperature stability, suitable for stainless steel and quenched steel tapping.
- Chromium nitride (CrN): Corrosion – resistant, suitable for aluminum and non – ferrous metals (prevents material adhesion).
What materials can be used to make Tap ?
Different grades of cemented carbide are used to manufacture taps. By adjusting their compositions and properties, they precisely match the characteristics of different work materials and cutting conditions, enabling efficient, stable, and cost – effective thread machining.
YG6
- Composition Features: Based on tungsten carbide (WC), containing 6% cobalt (Co).
- Mechanical Properties: Hardness: 89.5–90.5 HRA; Bending strength: approximately 1400–1600 MPa.
- Applicable Work Materials: Cast iron (gray cast iron, ductile iron), non – ferrous metals (copper, aluminum, zinc alloy), and non – metallic materials (plastic, hard rubber).
- Advantages in Machine Taps: With medium cobalt content, it balances toughness and wear resistance well, suitable for medium – to – low – speed machining of brittle materials. It ensures smooth chip evacuation and is less prone to edge chipping.
- Limitations: Its wear resistance is lower than that of grades containing TiC, and it wears relatively fast when machining high – strength steel.
YG8
- Composition Features: Based on tungsten carbide (WC), containing 8% cobalt (Co).
- Mechanical Properties: Hardness: 89–90 HRA; Bending strength: approximately 1600–1800 MPa.
- Applicable Work Materials: High – strength cast iron, malleable cast iron, aluminum alloy (with high silicon content), and brass (with high lead content).
- Advantages in Machine Taps: The higher cobalt content endows it with excellent toughness and strong impact resistance, making it suitable for scenarios with hard spots or interrupted cutting (such as machining the surface of cast parts).
- Limitations: Its hardness is slightly lower, and it lacks sufficient wear resistance during high – speed machining.
YG6X
- Composition Features: Ultra – fine grain WC + 6% Co (grain size: 1–2μm).
- Mechanical Properties: Hardness: 91–92 HRA; Bending strength: approximately 1500–1700 MPa.
- Applicable Work Materials: Stainless steel (austenitic, ferritic), heat – resistant alloy (low – strength), and high – strength cast iron.
- Advantages in Machine Taps: The ultra – fine grains enhance wear resistance and hardness while maintaining relatively good toughness, making it suitable for machining stainless steel with high stickiness and reducing built – up edge.
- Limitations: Its cost is higher than that of ordinary YG6, and it is not suitable for scenarios with high – impact loads.
YW1
- Composition Features: WC + TiC + TaC (or NbC) + 6% Co (general – purpose alloy).
- Mechanical Properties: Hardness: 90.5–91.5 HRA; Bending strength: approximately 1200–1400 MPa.
- Applicable Work Materials: Steel (carbon steel, alloy structural steel), stainless steel, cast iron, and non – ferrous metals.
- Advantages in Machine Taps: The addition of TiC and TaC improves red hardness and oxidation resistance, providing strong versatility and enabling cross – material machining (such as production scenarios involving a mixture of steel and cast iron).
- Limitations: Its toughness is lower than that of the YG series, and it is prone to edge chipping when machining hard and brittle materials.
YW2
- Composition Features: WC + TiC + TaC (or NbC) + 8% Co.
- Mechanical Properties: Hardness: 90–91 HRA; Bending strength: approximately 1400–1600 MPa.
- Applicable Work Materials: High – strength steel, heat – resistant steel, high – manganese steel, and cold – hardening cast iron.
- Advantages in Machine Taps: With a higher cobalt content than YW1, it has better toughness and is suitable for machining high – strength and high – hardness materials (30–40 HRC) with better impact resistance.
- Limitations: Its wear resistance is lower than that of YW1, and the cutting temperature needs to be controlled during high – speed machining.
How to maintain and service Tap ?
Maintaining and servicing taps can effectively prolong their service life, stabilize thread machining precision, and reduce production interruptions and cost increases caused by tool wear, which is a crucial aspect of ensuring machining quality and efficiency.
I. Immediate Maintenance During Use
- Optimize Cutting Parameters: Adjust the rotational speed and feed rate based on the workpiece material and tap type. Avoid overload wear caused by improper parameters (e.g., reduce speed for stainless steel machining, moderately increase speed for aluminum alloy processing).
- Adequate Cooling and Lubrication: Continuously supply suitable cutting fluid during machining (e.g., extreme-pressure emulsion for stainless steel, special aluminum-machining coolant for aluminum alloy). This reduces friction and built-up edge formation, preventing tap overheating.
- Avoid Forced Operation: Immediately stop the machine when jamming or abnormal noise occurs. Check for issues like poor chip evacuation or hard spots in the workpiece material. Never force-feed the tap, as it may cause edge chipping or breakage.
II. Cleaning and Storage After Use
- Prompt Chip Removal: Use a special-purpose brush or compressed air to clean chips from the tap flutes (especially fine metal debris). This prevents rusting of the tap by residual chips or workpiece scratching during subsequent use.
- Rust-Proof Treatment: For taps not used for long-term storage, apply rust-preventive oil (or store in rust-proof paper/boxes). This is crucial in humid environments to avoid oxidation and rust caused by residual cutting fluid.
- Categorized Storage: Store taps separately by type (straight-flute, spiral-flute, form) and specifications (nominal diameter, pitch) in dedicated tool boxes or partitioned racks. This prevents edge damage from mutual collision.
III. Regular Inspection and Maintenance
- Wear Inspection: Periodically check the cutting edges with a magnifying glass for chipping, rolled-over edges, or built-up edge. Inspect the calibration section for scratches or deformation. Replace taps immediately if abnormalities are found.
- Precision Verification: For taps used in high-precision thread machining, regularly measure thread parameters using a thread ring gage or Coordinate Measuring Machine (CMM) to ensure machining accuracy.
- Coating Protection: For coated taps (e.g., TiAlN coating), avoid scratching the coating surface with hard objects. If coating peeling is detected, replace the tap promptly to prevent degraded cutting performance.
IV. Handling Special Situations
- Minor Wear Repair: If only the cutting edges show slight wear, repair the edges using special grinding tools (e.g., a tap grinder). However, re-verify precision after repair, and limit use to low-precision machining scenarios.
- Fracture Prevention: For taps used multiple times, if cracks are detected in the shank or flute (via penetrant testing), discard them immediately and stop using them.
How long can a Tap typically be used?
Replacing taps is a key operation to ensure the precision of thread machining, avoid workpiece scrapping and tap breakage, and improve production efficiency and machining quality.
Tap Replacement Cycle Reference Table
| Tap Type | Workpiece Material | Production Volume (Reference Value) | Wear Criteria | Remarks |
|---|---|---|---|---|
| HSS Straight-Flute Tap | Low-Carbon Steel (≤200HB) | 500–1000 pieces | Slight wear on cutting edges; thread surface roughness Ra > 3.2μm | Suitable for through-holes/small batches; extendable with sufficient coolant. |
| Cast Iron (Gray Iron) | 800–1500 pieces | Obvious scratches on calibration flanks; thread pitch diameter deviation > 0.03mm | Brittle materials: good chip evacuation, slow wear. | |
| Aluminum Alloy (Soft) | 1000–2000 pieces | Severe chip adhesion on cutting edges; burrs on thread profile | Ensure lubrication to prevent aluminum chip adhesion and premature wear. | |
| Spiral-Flute Tap | Stainless Steel (304/316) | 300–600 pieces | Chipping on cutting edges (≥0.1mm); frequent chip clogging in flutes | Ductile materials: high cutting forces/built-up edge; use lower speed + extreme-pressure coolant. |
| High-Strength Steel (350–450HB) | 200–400 pieces | Sudden torque increase (>15% machine load); thread precision drops to lower tolerance | High-hardness materials: severe wear; recommend TiAlN-coated taps. | |
| Form Tap | Pure Copper/Red Copper | 1500–3000 pieces | Incomplete thread profile (height < 80% of design); workpiece surface tearing | Chip-free machining; wear from extrusion friction; ensure full lubrication. |
| Low-Carbon Steel (150–200HB) | 800–1500 pieces | Plastic deformation on calibration section; thread pitch diameter deviation > 0.05mm | Suitable for ductile materials; shorten cycle if hardness varies. | |
| Carbide Tap | Quenched Steel (>45HRC) | 100–300 pieces | Chipping/notches on cutting edges; burn marks on machined threads | Extremely hard but brittle; replace immediately if interrupted cutting/inclusions occur. |
Notes
- The production volumes in the table are reference values for a single tap under ideal conditions (stable machine parameters, sufficient cooling/lubrication, no material inclusions). In practice, if thread precision fails (e.g., go/no-go gage rejection), abnormal noise, or breakage risk arises, replace the tap early.
- For coated taps (e.g., TiAlN, AlCrN), the replacement cycle can be extended by 30–50% compared to uncoated taps of the same type. However, regularly inspect coating wear (replace immediately if peeling occurs).
- For high-precision threads (e.g., class 5H/6H), prioritize thread precision inspection results for replacement, rather than relying solely on production volume.