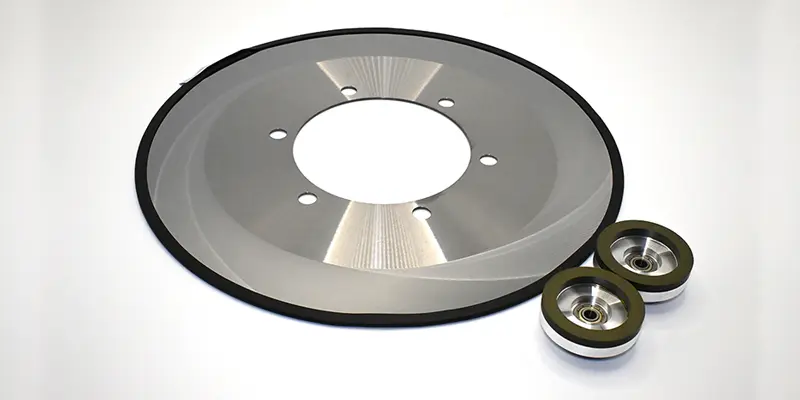
Corrugated Board Slitting Blade
Products Provided by Kedel
We offer the following types of blades. Whether you need standard sizes or customized sizes, we can precisely meet your unique requirements.

Circular Blade

Flat Blade

Die - cutting Blade

Serrated Blade

Grooving Blade

Vibrating Blade
Click the image to view product details
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Application Scenarios

Corrugated Paper Slitting with Blade

Corrugated Paper Indentation

Corrugated Paper Special-shaped Processing

Corrugated Board Grooving
Uncover Your Needs with Us!
What is a corrugated paper slitting knife?
A corrugated paper blade is a specialized tool for slitting processing of corrugated boards, cutting large-format corrugated paper into required sizes through processes like cutting and creasing to meet the production needs of packaging products such as cartons and boxes, and it comes in various types including circular blades that achieve continuous slitting via high-speed rotation and flat blades that rely on upper-lower shearing action by structure, high-speed steel, cemented carbide, ceramic and other materials suitable for corrugated papers of different thicknesses and textures by material, as well as creasing blades, cut-off blades and other subdivisions by function, with parameters such as blade angle and thickness needing to be adjusted according to corrugated paper characteristics, serving as a key component in corrugated packaging production lines to ensure slitting accuracy, edge quality and production efficiency.
What are the common tool types used in corrugated paper slitting?
Corrugated paper slitting is a crucial process in the packaging industry, where large rolls of corrugated board are cut into specific widths to meet diverse packaging needs. The efficiency and quality of this process heavily rely on the slitting tools employed. Here are the common tool types and their characteristics
Disc - shaped blade
- Structural Feature: Features a disc – like form, with a mounting hole at the center. The cutting edge is in a continuous circular shape. The blade body has a uniform thickness and can perform cutting operations through rotation.
- Functional Advantage: When slitting corrugated paper, the rotary cutting is stable and efficient. It can ensure a smooth cutting process and uniform notches, and is suitable for high – speed production lines, reducing paper jams and uneven cutting problems.
- Typical Applications: In large – scale corrugated paper production lines, it is used for the initial slitting of large rolls of base paper (such as cutting wide – width corrugated boards into narrow strips for carton production); it is used for longitudinal cutting of corrugated boards according to standard carton sizes.

Thin - bladed Strip - shaped blade
- Structural Feature: Has a long – strip shape, with a thin and sharp cutting edge. The whole blade is flat and is usually installed on a fixed or semi – fixed tool holder.
- Functional Advantage: It has high precision when cutting corrugated paper, can achieve straight – line cutting, and has little impact on material deformation. The thin – blade design reduces cutting resistance, and can obtain neat notches even when processing thinner or thin – walled corrugated materials.
- Typical Applications: It is used for fine slitting of pre – printed corrugated paper (such as trimming edges for high – precision packaging); it is used for cutting strips of customized width to make special components such as carton dividers and liners.

Vibrating Blade
- Structural Feature: The blade is slender and has good flexibility, and can vibrate at a high frequency (usually hundreds of times per second). The cutting edge is sharp and is connected to a vibration – generating mechanism to work in coordination.
- Functional Advantage: The high – frequency vibration can reduce the friction during cutting and the tearing of materials, and is suitable for processing thick – layer and multi – layer corrugated paper. It can cut complex shapes and contours with high precision and is suitable for flexible production needs.
- Typical Applications: It is used for cutting thick corrugated boards (such as when making corrugated paper display racks and special – shaped packages, to process thick boards or corrugated materials with complex structures); it is used for cutting operations of small – batch customized corrugated paper products, such as cultural and creative packages and personalized gift boxes.

Arc-shaped Grooving Blade
- Structural Feature: The blade has an arc – like shape and is designed with grooves. The cutting edge fits the arc contour. It is usually equipped with a mounting hole or an adaptive structure for fixing on grooving equipment.
- Functional Advantage: When grooving corrugated paper in an arc shape, it can fit the curved surface of the paperboard, ensure that the notch shape is regular and the edges are neat, reduce the risk of paperboard cracking during the grooving process, and is suitable for grooving requirements of different arcs.
- Typical Applications: In the production of corrugated cartons, it is used to process arc – shaped notches such as box cover tab slots and rocking cover card slots, providing a structural basis for the folding and assembly of cartons after forming; it is used for special arc – shaped grooving operations of some special – shaped corrugated paper packages, such as the grooving of corrugated liners for circular gift box packages.
What are the common working methods?
In the field of corrugated paper processing and related packaging production, several specialized working methods play pivotal roles in shaping, cutting, and finishing the materials to meet diverse packaging needs. Here’s a detailed look at these common methods
Slitting
Use tools like circular blades to cut large corrugated cardboard sheets along specific directions (parallel/vertical to the corrugations) into strips of the required width, preparing materials for subsequent processing.
Creasing
Apply pressure via creasing knives, creasing dies, or rolling wheels to create fold lines on corrugated paper, allowing the cardboard to bend at predetermined positions. It can also be used to create textures.
Punching
Use punching dies (circular/irregular – shaped punches) to rapidly punch functional holes (such as handle holes, ventilation holes) in corrugated paper under pressure.
Die - cutting
Rely on pre – made die – cutting plates (with embedded blades and steel wires). Utilize the movement of die – cutting machines to cut corrugated paper into irregular shapes (e.g., cartons, liners). It can be combined with creasing.
Grooving
Use grooving tools (like arc – shaped grooving blades) to remove excess parts from the flaps and lapping tongues of corrugated cardboard, creating U – shaped/V – shaped grooves for easy folding and assembly.
Vibratory Cutting
High – frequency vibrating blades (hundreds of times per second) use a “vibration + cutting” combined action to cut corrugated paper. Suitable for cutting thick cardboard and complex shapes, without the need for traditional die – cutting plates.
What materials can be used to make cutting blades?
Tool Steel
- Properties: Good strength and toughness. After heat treatment, the hardness can reach HRC 55 – 65. Low cost and easy to process.
- Application Scenarios: General slitting in the corrugated paper industry, where there are no extreme requirements for precision and wear resistance.
- Disadvantages: Fast wear under high – load and long – term operations; regular blade replacement is required.
Cemented Carbide
- Properties: Made by powder metallurgy of refractory metal carbides and binders. Hardness above HRC 80, excellent wear resistance. Can perform high – speed and high – load cutting while keeping the cutting edge sharp.
- Application Scenarios: Precision processing such as die – cutting and grooving in the corrugated paper industry, where precise cutting and less blade replacement are needed.
- Disadvantages: Poor toughness; prone to edge chipping under severe impact. High manufacturing cost and difficult to process.
High - Speed Steel (HSS)
- Properties: High hardness and strength, good red hardness (maintaining cutting performance at high temperatures). Better toughness than cemented carbide, excellent machinability, and easy to make complex shapes.
- Application Scenarios: Slitting and die – cutting equipment in the corrugated paper industry, multi – process scenarios that balance efficiency and durability.
- Advantage: High comprehensive cost – effectiveness; widely used.
Ceramic
- Properties: Extremely high hardness and excellent wear resistance. Good chemical stability, not easy to adhere to the material being cut. Enables high – precision and high – surface – quality cutting.
- Application Scenarios: Cutting thin and high – precision corrugated paper products, scenarios with extremely high requirements for cut quality.
- Disadvantages: High brittleness and weak impact resistance; strict requirements for use environment and processes, prone to breakage.
What parameters do we need to understand?
Understanding the parameters of corrugated paper blades ensures equipment compatibility, guarantees cutting quality and service life, optimizes production efficiency, and meets the needs of different processing scenarios.
| Category | Parameters & Details |
|---|---|
| I. Dimension Specification Parameters |
|
| II. Material Performance Parameters |
|
| III. Cutting Edge Process Parameters |
|
| IV. Equipment – Compatibility Parameters |
|
| V. Processing Technology Parameters |
|
| VI. Precision Parameters |
|
| Key Purchasing Recommendations |
|
How to maintain and service cutting blades?
| Category | Details |
|---|---|
| I. Operation Specifications |
– Avoid overloading (exceeding max designed cutting thickness/hardness) to prevent edge wear or chipping. – Ensure equipment (e.g., corrugated paper cutter) has a stable spindle and smooth operation to reduce vibration-induced micro-damage. – Remove impurities (e.g., sand, metal debris) from material surfaces before cutting to avoid foreign objects embedding in edges or accelerating wear. |
| II. Cleaning & Maintenance |
– After use, clean edges and tool bodies with a soft cloth or compressed air to remove debris, dust, or resin (from adhesive materials), preventing corrosion (critical for rust-prone high-speed steel). – Use neutral detergent with a soft cloth; avoid hard tools (e.g., steel wool, metal scrapers) to prevent surface scratching (ceramic tools require extra care). – For high-speed steel and cemented carbide tools, apply anti-rust oil for long-term storage (ceramic tools only need dry storage). |
| III. Storage Environment |
– Store in a dry environment (humidity < 60%) to prevent moisture damage (high-speed steel rusts easily; long-term moisture affects cemented carbide bonding). Use desiccants or moisture-proof boxes. – Store tools separately to avoid stacking or extrusion (ceramic tools must be wrapped in foam or cork to prevent cracking). Install protective sleeves on cutting edges. – Label tools by material clearly to avoid misuse (e.g., using ordinary grinding wheels on cemented carbide tools). |
| IV. Inspection & Record-Keeping |
– Regularly check edge conditions (e.g., chipping, curling, rough cuts) and address issues promptly (high-speed steel/cemented carbide can be ground; ceramic tools require replacement). – Record usage duration, material type, and wear status to estimate service life and schedule maintenance/replacement in advance. |
| Maintenance Aspect | High-Speed Steel | Cemented Carbide | Ceramic |
|---|---|---|---|
| Pre-Cutting Preparation | Check equipment stability | Same as above | Same as above |
| Cleaning Tools | Soft cloth + neutral detergent | Same as above | Same as above (no metal tools) |
| Rust Prevention | Necessary (machine oil/anti-rust oil) | Recommended (long-term storage) | Not needed (keep dry only) |
| Storage Protection | Oil paper wrapping + dry environment | Same as above | Foam wrapping + separate storage |
| Key Anomaly Detection | Edge softening, rusting | Chipping, carbide detachment | Cracking, notches |
How long can a blade typically be used?
| Factor Category | Details |
|---|---|
| 1. Corrugated Paper Characteristics |
|
| 2. Cutting Parameters |
|
| 3. Tool Design |
|
| Material | Typical Cycle | Replacement Criteria | Suitable Scenarios |
|---|---|---|---|
| High-Speed Steel (HSS) | 800–1,500 cutting hours (3–6 months for 8h/d operation) |
|
Low-speed (<200 m/min) single-wall (A/C-flute) cutting |
| Cemented Carbide | 1,500–3,000 cutting hours (6–12 months) |
|
Medium-high speed double-wall (AB/BC-flute) or coated paper cutting |
| Ceramic | Theoretical 3,000–5,000 hours (rarely used due to brittleness) |
|
Ultra-high-speed precision cutting of ultra-thin (E/F-flute) paper under strict control |
| Factor | High-Speed Steel | Cemented Carbide | Ceramic |
|---|---|---|---|
| Typical Cycle | 800–1,500 hours | 1,500–3,000 hours | 3,000–5,000 hours |
| Main Failure Mode | Edge dulling, corrosion | Coating wear, chipping | Brittle fracture |
| Recommended Speed | ≤200 m/min | 200–400 m/min | 400–600 m/min |
| Cost-Efficiency | Low cost, frequent replacement | Medium cost, moderate lifespan | High cost, fragile |
| Practical Optimization Tips: | |
| 1. Daily Monitoring | Inspect edges with a magnifying glass every 200 hours (focus on serration tip wear). |
| 2. Paper Pre-Treatment | Maintain paper moisture at 8%–10% to reduce corrosion and fiber entanglement. |
| 3. Tool Maintenance |
|
| 4. Risk Avoidance | Avoid using ceramic tools on recycled fiber or impure corrugated paper (prevents chipping/hazards). |
| Note: Cycles are based on standard corrugated paper (triple-layer A-flute, 9% moisture). Adjust for production load (e.g., 24h operation) and paper specs. Build a tool life database (HSS cuts ~12–18 km/hour reference) for optimized replacement planning. | |