Chemical Fiber Industry Blade
Slitting knives in the chemical fiber industry are key tools used to precisely cut chemical fiber filaments, films, non-woven fabrics and other materials into finished products according to specific dimensions to meet the needs of subsequent production.
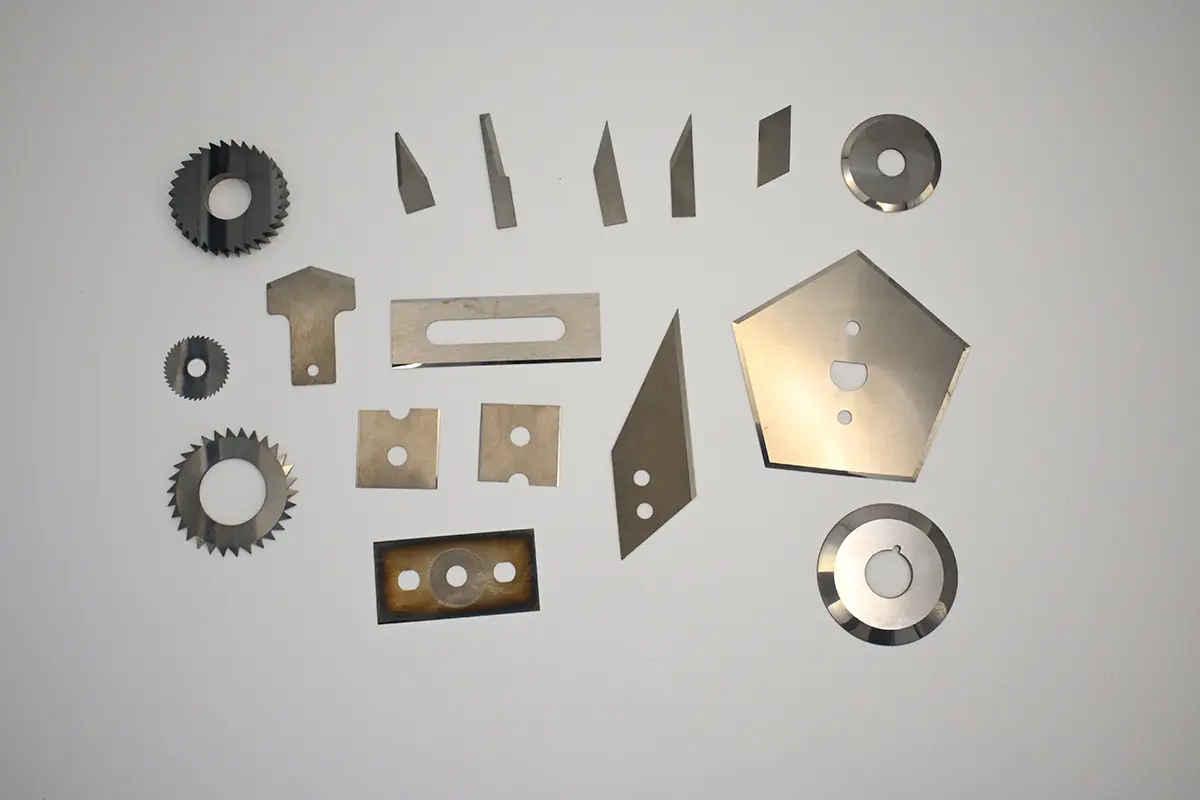
Products Provided by Kedel
We offer the following types of blades. Whether you need standard sizes or customized sizes, we can precisely meet your unique requirements.

Straight Blade

Slotted Blade

Three-Hole Blade
Click the image to view product details
Need custom blades? We design and make them
Application Scenarios
Our blades are key to chemical fiber production, suitable for slitting PET separators, aramid fibers and other materials, ensuring efficient production and quality.

Ordinary PET Separator

Aramid Fiber

Melt-blown Nonwoven Fabric

Spandex Filament
Lithium-ion Battery Separator
Uncover Your Needs with Us!
If you need custom chemical fiber industry blades, contact us with your slitting equipment details, tool holder specs, blade performance needs and working conditions. Our engineers will create a tailored solution and reach out within 72 hours to boost your chemical fiber processing efficiency and quality.
What is a Chemical Fiber Industry Blade?
Slitting knives in the chemical fiber industry are specialized tools that cut large-format rolled or tow materials like polyester, nylon, and acrylic filaments, films, and non-woven fabrics into required specifications through slitting and filament splitting, featuring structural types of high-speed rotating circular blades for continuous slitting of filaments/films and shearing flat blades for non-woven fabrics/thick sheets, made from materials like high-speed steel, cemented carbide, and ceramics to suit different fibers (e.g., high-precision slitting of polyester films or high-strength cutting of aramid fibers), classified functionally into filament splitting blades, slitting blades, and indentation blades, with parameters like edge angle and thickness adjusted to fiber properties (e.g., spandex or carbon fiber) to ensure slitting precision, edge quality, and production efficiency as key production line components, reducing fuzz and curling for improved product quality.
What are the common tool types used in Chemical Fiber Industry Blade slitting?
Different chemical fiber slitting knives solve cutting problems specifically, ensuring efficient slitting and high – quality products.

Straight Blade
- Structural Features: The cutting edge is straight, and the blade body is mostly rectangular or a customized shape suitable for the equipment, with excellent rigidity. There are mounting holes, which can be firmly clamped on the slitting machine tool holder. The thickness of the cutting edge is uniform, and it can accurately shear chemical fiber materials through linear motion.
- Functional Advantages: When cutting chemical fibers, it can ensure that the edges are neat and have few furs. The stable shearing force can reduce the risk of tearing of chemical fiber tows and films, and it is suitable for medium – and low – speed chemical fiber slitting production lines, ensuring slitting accuracy and efficiency.
- Typical Applications: It is used for splitting chemical fiber filaments (such as cutting large tows into small – specification tows), slitting ordinary chemical fiber films (such as cutting polyester films for conventional packaging), and helping to form accurate dimensions of chemical fiber products.

Slotted Blade
- Structural Features: The blade body has a slotted structure (the slot type and size are determined according to the chemical fiber process). The cutting edge maintains the cutting function. The slots can optimize chip removal and heat dissipation, adapting to the handling of chips and prevention and control of thermal effects during chemical fiber processing.
- Functional Advantages: When slitting chemical fibers (especially easy – to – adhere, hot – melt chemical fibers, such as some modified polyesters), the slots help to quickly discharge cutting chips, avoid knife wrapping, and at the same time relieve the accumulation of cutting heat, maintain the stable performance of the cutting edge, and ensure slitting quality.
- Typical Applications: It is used for slitting hot – melt chemical fiber films (such as some functional films that need to be slit before heat setting), splitting high – viscosity chemical fiber filaments, and solving the problems of chip removal and knife sticking during slitting with conventional tools.

Three-Hole Blade
- Structural Features: Three mounting holes are distributed on the blade body, and it is accurately fixed on the tool holder through the hole positions, enhancing the clamping stability. The shape of the cutting edge is suitable for the needs of chemical fiber slitting, and the multiple fixed points are used to disperse the cutting stress.
- Functional Advantages: When slitting high – strength and high – modulus chemical fibers (such as aramid fibers, carbon fibers, etc.), the stable clamping and stress dispersion can reduce the tremor of the cutting edge, ensure slitting accuracy, reduce blade wear, and be suitable for high – speed and high – precision chemical fiber slitting scenarios.
- Typical Applications: It is used for the precise splitting of high – performance chemical fiber filaments (such as the slitting of carbon fiber tows for aerospace use), the cutting of high – strength chemical fiber films (such as the slitting of aramid films for bullet – proof vests), and meets the strict slitting requirements of high – end chemical fiber products.
What materials can be used to make cutting blades ?
In the chemical fiber industry, the selection of blade materials needs to balance wear resistance, corrosion resistance, hardness and toughness to adapt to the cutting requirements of chemical fiber materials (such as filaments, films, short fibers, etc.).
| Grade | Hardness & Wear Resistance | Impact Resistance & Toughness | Typical Applications |
|---|---|---|---|
| YG10X | Ultra-high hardness; excellent wear resistance; low regrind frequency | Moderate (lower than YG6X), sufficient for most fiber processing | Rigid fibers (aramid, carbon fiber); high-speed film slitting; hard short fiber cutting |
| YG12X | High hardness; long-lasting sharpness; suitable for medium-high speed slitting | Excellent balance; strong anti-fracture under heavy impact | Vibration-prone slitting machines; composite film; elastic fiber cutting |
| YG13X | Good wear resistance; adapts to harsh conditions (slightly lower edge retention than YG10X/YG12X) | High (13% Co content); significantly enhanced impact resistance | High-load/strong-vibration scenarios; thick sheets; coarse denier fibers; impurity-containing materials |
What parameters do we need to understand ?
Understanding parameters is the basis for accurately matching blade materials, structures, and chemical fiber slitting conditions to ensure cutting quality, efficiency, and cost control.
Key Parameters for Purchasing Chemical Fiber Slitting Blades
- Material: Such as cemented carbide (YG10X/YG13X), high-speed steel (SK2), etc., which determine hardness and wear resistance.
- Hardness: Expressed as HRC/HRA (e.g., HRC 63-66), matching the hardness of chemical fiber materials (e.g., choose YG10X for high hardness, YG13X for high impact).
- Compatible materials: Specify the chemical fiber types to be slit (e.g., PET separators, aramid fibers, melt-blown nonwovens).
- Dimensions: Blade length and thickness must match the slitting machine’s tool holder (e.g., 95×15.8×2mm, 125×10×0.5mm).
- Edge performance: Sharpness (no chipping, no black edges) and durability (e.g., sharpness remains after 300 uses).
These parameters directly affect blade-equipment compatibility, slitting efficiency, and service life.
How to maintain and service cutting blades?
Reasonable maintenance of blades can reduce wear, extend service life, maintain stable cutting performance, and is the core guarantee to reduce production costs and ensure production efficiency and product quality.
I. Pre-Use Preparation
Visual Inspection
- Inspect blades for chipping or cracks, particularly focusing on the slots of slotted blades and the areas surrounding the holes of three-hole blades. Immediately replace any blades with minor damage to prevent further deterioration during operation.
- Verify the straightness of straight blades using a precision square. Replace blades with bending or deformation exceeding 0.02mm to ensure cutting accuracy.
Cleaning Procedures
- Wipe the blade surface with a soft, lint-free cloth dampened with a neutral cleaning solution (e.g., isopropyl alcohol) to remove oils, dust, or residues accumulated during storage or transportation.
- Use compressed air (0.3–0.5 MPa) to purge debris from the slots of slotted blades, ensuring unobstructed chip evacuation and optimal heat dissipation.
II. Operational Maintenance
Cutting Parameter Optimization
- Adjust machine parameters (linear speed, feed rate) based on material properties:
- Thin/soft materials (e.g., PET film): ≤300 m/min linear speed, 0.1–0.3 mm/r feed rate to minimize edge wear.
- Thick/hard materials (e.g., aramid fiber): 200–250 m/min linear speed, 0.05–0.2 mm/r feed rate to reduce cutting forces.
- Maintain three-hole blade shaft concentricity within 0.01 mm to prevent uneven wear and ensure dimensional accuracy.
Cooling & Lubrication
- Activate cutting fluid systems (emulsion or synthetic coolant) with a flow rate ≥5 L/min and pressure 0.2–0.4 MPa to manage heat generation (cemented carbide max temp: 600°C).
- Direct targeted coolant flow to slotted blade grooves to prevent material adhesion and enhance chip removal.
Anomaly Detection
- Monitor operational noise: Abnormal sounds indicate potential blade damage or material jams—immediately halt operations for inspection.
- Inspect cut edges for defects (e.g., excessive fuzz, dimensional 偏差超过 ±0.05 mm) and adjust blade alignment or parameters as needed.
III. Post-Use Care
Deep Cleaning
- Straight/three-hole blades: Ultrasonic cleaning (40 kHz, 5–10 min) using specialized detergents, followed by rinsing with deionized water and drying with warm air (≤60°C).
- Slotted blades: Use soft brushes or fine needles (0.5 mm diameter) to remove residual debris from slots after ultrasonic treatment.
Storage Protocols
- Apply a thin layer of rust inhibitor (e.g., hard-film coating) to prevent oxidation, especially in humid environments.
- Store blades in dedicated, padded containers to protect edges and holes. Maintain storage conditions at ≤40% relative humidity and 15–25°C.
IV. Periodic Maintenance
Edge Resharpening
- Inspect blade edges under 200× magnification every 50,000–100,000 meters of cutting. Resharpen using diamond grinding wheels (120–200 grit) to restore edge radius ≤5 μm.
- Ensure three-hole blade hole-to-edge alignment remains within 0.01 mm tolerance during resharpening to prevent uneven stress distribution.
Coating Restoration
- For coated blades (e.g., TiAlN, DLC), address coating delamination by re-depositing via vacuum coating processes to restore lubricity and wear resistance.
Key Maintenance Principles
- Preventive Handling: Avoid impacts to vulnerable areas (edges, slots, holes) during all handling procedures.
- Environmental Control: Mitigate humidity and chemical exposure during storage; ensure adequate cooling during operation to prevent thermal degradation.
- Proactive Monitoring: Regularly assess blade wear and operational parameters to extend service life by 2–3 times through timely interventions.
How long can a blade typically be used ?
Replacing blades can maintain stable cutting precision, ensure product quality, avoid production failures and efficiency losses caused by blade wear, and is a key link to ensure the efficient and high – quality operation of chemical fiber slitting operations.
| Blade Type | Chemical Fiber Material | Slitting Thickness/Specification | Slitting Speed | Maintenance Level | Typical Replacement Cycle | Key Judgment Basis |
|---|---|---|---|---|---|---|
| Straight Blade | Ordinary PET Film (Soft) | Thickness 10 – 50μm, Narrow – width Slitting | 300 – 500m/min | Excellent (Cleaning + Rust Prevention + Regular Re – sharpening) | 15 – 30 days | Edge Burr ≥ 0.1mm, Dimension Deviation ± 0.05mm |
| Aramid Fiber (Hard) | Tow Diameter 0.1 – 0.3mm | 100 – 200m/min | Good (Basic Cleaning + Occasional Re – sharpening) | 3 – 7 days | Blade Edge Chipping ≥ 0.2mm, Sudden Increase in Cutting Force | |
| Slotted Blade | Melt – blown Non – woven Fabric (Hot – melt) | Thickness 20 – 80μm, Wide – width Slitting | 200 – 400m/min | Excellent (Focus on Slot Cleaning + Cooling Adaptation) | 10 – 20 days | Slot Blockage Frequency > 3 times/Shift, Severe Edge Adhesion |
| Spandex Filament (High Elasticity) | Monofilament Fineness 50 – 200D | 150 – 300m/min | Good (Routine Cleaning + Simple Slot Dredging) | 5 – 12 days | Post – slitting Tow Deformation Rate > 5%, Slot Wear and Widening | |
| Three – hole Blade | Lithium – ion Battery Separator (Precision) | Thickness 5 – 20μm, Multi – blade Parallel Slitting | 400 – 600m/min | Excellent (Strict Concentricity + Coating Maintenance) | 20 – 45 days | Hole Position Deviation > 0.02mm, Cutting Precision Deviation ± 0.02mm |
| Carbon Fiber Prepreg (High Strength) | Thickness 0.1 – 0.5mm | 80 – 150m/min | Good (Basic Inspection + Anti – collision) | 4 – 10 days | Blade Micro – crack Propagation > 1mm, Frequent Cutting Abnormal Noise |
Explanation and Supplement:
- Cycle Fluctuation Logic:
- In the same scenario, if the slitting speed increases by 30%, the replacement cycle may be shortened by 20% – 40% (high speed aggravates wear);
- “Excellent” maintenance can extend the service life by 30% – 50% compared to “Good” maintenance (for example, regular re – sharpening can make the straight blade last 5 – 10 more days).
- Extreme Scenario Reference:
- When slitting chemical fibers containing sand – like impurities (such as recycling material slitting), the replacement cycle of all blades is shortened by more than 50%, and filtration and cleaning need to be strengthened;
- During ultra – precision slitting (precision ± 0.01mm), even if there is no obvious wear of the blade, it is recommended to replace/re – sharpen the blade after slitting 100,000 – 150,000 meters.
- Simple Self – inspection Method:
Before each shift of production, gently wipe the blade edge with a white non – woven fabric to observe if there is black debris accumulation (to judge if lubrication/heat dissipation fails);
After collecting the slitting waste, compare the edge burr width (if it exceeds twice the standard value, maintenance/replacement is required).